Mill, Router, Laser, Plasma, Waterjet, or any other “shape cutting” get a significant upgrade to feedrate control with the New Advanced Feedrate Options. You’ll find this new tab in the 2 Axis Machining wizard, adding additional control for Dog leg handling, Lead In/out cutting feeds, and corner speed feeds.
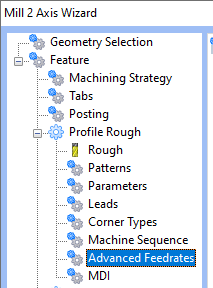
Introduced in recent versions, the advanced Feedrate tab added to the Mill 2 Axis Wizard this toolpath wizard provides 3 new options to control how feedrates are posted.
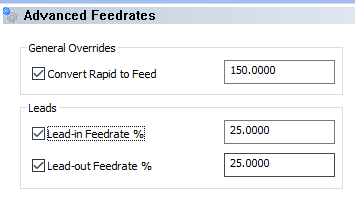
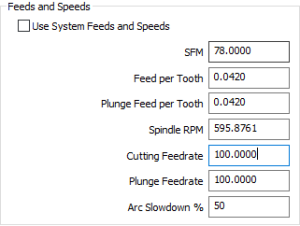
Up first, under the general overrides section you’ll see a check box for “Convert Rapid to Feed”, and then a number.
Use this check box to change your G00 ( rapid moves ) to G01 ( feed moves ) at a feedrate you define.
Why use this feature?
If you’re machine produces a “Dog Leg” rapid, use this feature to ensure your machine move in a start line during rapids.
This is helpful to avoiding fixtures when keeping clearance moves close to work holding. Dog leg rapids are notorious for creating chaos due to it’s two point moves. This option solves that problems.
Q- Have you ever broke a tool due to the tool running into something you didn’t expect.
If your machine moves in a dog leg motion, you’ll love this new feature. It eliminates those two point moves and makes them one.
Much easier to verify setups with single point rapid moves.
Next, we have our % override for your lead in and out moves. You now have independent control of your lead move feedrates. Slow down or speed up your lead moves using this feature.
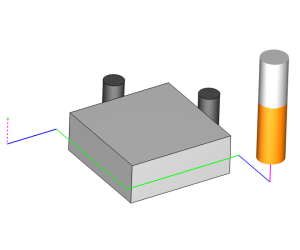
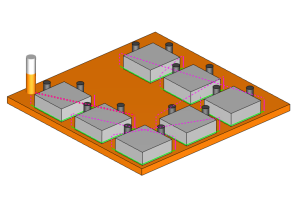
Our lead in and lead out moves are in blue.
Clearly showing how the tool will enter and exit.
Prior versions didn’t have control over you lead feed values, meaning only 1 feedrate was posted to cut your profile. This forced some customers to hand edit feedrates to slow down tool entry.
Now users can just adjust the % value for the lead in or lead out move, making these adjustments automatically.
| G1 Z.5 F50. Y.985 X-5.015 Y3.25 X-6.015 G0 Z1. |
G1Z.5 F50. Y.985 F12.5 X-5.015 F50. Y3.25 X-6.015 F12.5 G0Z1. |
| Before Lead in out feed override | After Lead in out feed override |
With the cutting feed set to 50 ipm and the override for lead in/out set to 25%, see how a feedrate is slowed down for the lead in and lead out move?
Why use this feature?
As you tool enters material it’s under the greatest load, us this feature to slow down your lead in moves. Giving you feed rate control specific to either your lead in, or your lead out with independent control for each.
Q- Have you ever boke a tool on the lead in move because it was feeding too fast?
Using the % override control for lead in and lead out moves, you can now automatically adjust your lead in or lead out feedrate.
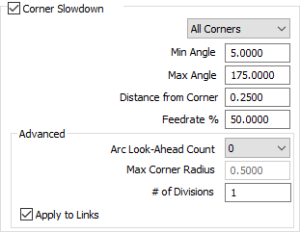
Lastly, we have our new corner slowdown feature, used to speed up cutting by slowing down corner moves. Not to be mistake for ARC slowdown % of pervious versions. This new advanced feedrate option posts multiple feed moves to slow down for the corner cutting. Improving corner speed allows users to run faster cycle times.
Without using any feedrate options, when you post a profile cut you’ll get one cutting feedrate your profile .
 |
G1Z1.5 F100. X-1.25 Y.75 G2X-.75Y1.25I.5J0. |
| Standard Feed | Single Feed Rate |
The ARC Slowdown % allowed users to slow down arc moves by a percentage. Meaning when ever an arc move was posted a slow feedrate was posted as well.
 |
G1Z1.5 F100. X-1.25 Y.75 G2X-.75Y1.25I.5J0. F50. |
| ARC Slowdown % | Single Feedrate for ARC Moves |
What’s different about corner slowdown? Using Corner slow down, corner moves automatically ramps down to your feed rate as your tool approaches corners.
 |
G1Z1.5 F100. X-1.25 Y-.25 Y.0833 F83.33 Y.4167 F66.67 Y.75 F50. G2X-.75Y1.25I.5J0. |
| Corner Slowdown | Ramp Down to ARC move feedrate |
Why this feature?
Corner slowdown provides additional options for corner speed control. In the past with the Arc slowdown %, you had a Feedrate for you cutting moves and a slower Feedrate for your arc moves.
In order for many machines to actually cut at the desired corner speed, the Feedrate needs to step down in speed as it approaches the corner. The single feed rate change ARC slowdown creates in many cases doesn’t provide enough time for the machine to slow down for the corner.
With the new Advanced Feedrate control of corner slowdown, multiple feedrates are posted prior to the corner, ensuring the machine has a enough time to slow down for perfect corner speeds, which provides for faster overall cutting.
Advanced Feedrates Options eliminates dog leg rapids, Feedrate adjustments for leads, and better corner speed control!
Download a demo of New BobCAD and try these features today!
What’s the best way to keep up with BobCAD’s new features and how to use them? It’s our weekly training events, keeping you up to speed on everything BobCAD CAM, Click Here to sign up, it’s Free.


Leave a Reply