In this Topic Show
This topic explains the Leads page if the Chamfer operation found in the 2 Axis Wizard.
 Leads
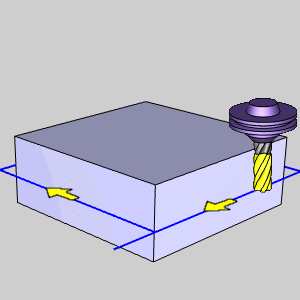
Leads Plunge - the tool plunges directly to the start
point of the toolpath. The Lead-in and Lead-out settings become available.
Plunge - the tool plunges directly to the start
point of the toolpath. The Lead-in and Lead-out settings become available.
Single Depth - From the Feed Plane, Single
Depth will move at the Plunge Feedrate to the full Depth of Cut.
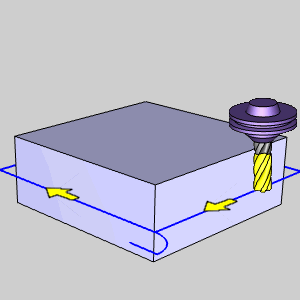
 Peck - From the Feed Plane, Peck will move
at the Plunge Feedrate to the Peck Depth, return to the Feed Plane
with a rapid move, rapid down to a point above the last depth
equal to the amount of the Feed Plane being used, before continuing
to the next Peck Depth amount at the Plunge Feedrate. This method
will be repeated until the full Depth of Cut is reached.
Peck - From the Feed Plane, Peck will move
at the Plunge Feedrate to the Peck Depth, return to the Feed Plane
with a rapid move, rapid down to a point above the last depth
equal to the amount of the Feed Plane being used, before continuing
to the next Peck Depth amount at the Plunge Feedrate. This method
will be repeated until the full Depth of Cut is reached.
Peck
Depth - sets the increment to use for each peck.
Click
here to see a Peck to full Depth of Cut.
Fast Peck - From the Feed Plane, Peck will
move at the Plunge Feedrate to the Peck Depth, Rapid up to an
amount equal the Feed Plane being used, before continuing to the
next Peck Depth amount at the Plunge Feedrate. This method will
be repeated until the full Depth of Cut is reached.
Peck
Depth - sets the increment to use for each peck.
Click
here to see a Fast Peck to full Depth of Cut.
Click the name of each lead type in the following descriptions to view an example image.
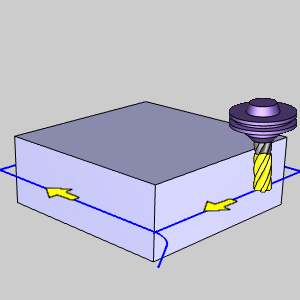
Vertical
- generates a plunge feed move into the feature.
IMPORTANT: The Vertical Lead-in type is not actually a lead-in as it only creates a plunge move into the feature. Most machine controllers cannot apply compensation commands to a vertical plunge (Z-axis) move. (G41/G42 are not output when using the Vertical Lead-in.)
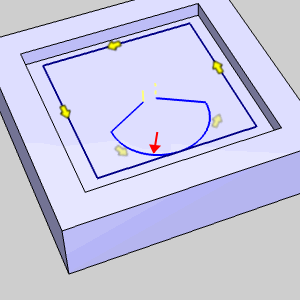
Parallel
- generates a linear feed move into the feature parallel to the toolpath
using the specified length.
Length
- sets the length of the lead-in from the feature.
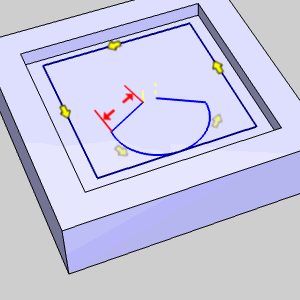
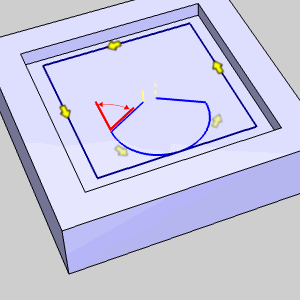
Right
Angle - generates a linear feed at a right angle to the
toolpath using the specified length.
Length
- sets the length of the lead-in from the feature.
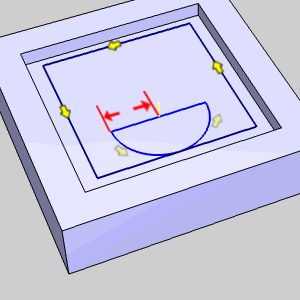
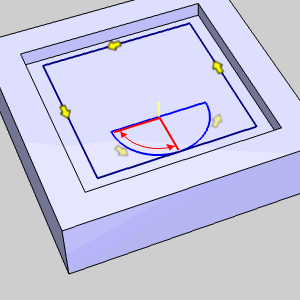
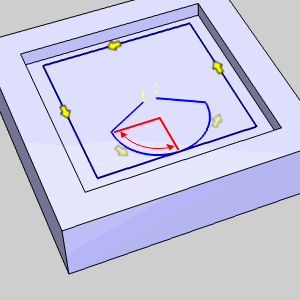
Circular
- creates a linear move followed by an arc sweep into the start of
the feature. You have complete control over both the line move and
the arc move using the following settings.
Right Angle - sets the Angle of the line at 90.00 degrees
to the start of the arc.Line
Arc
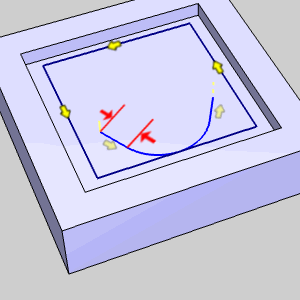
Tangent - sets the Angle of the line to 0.00 degrees to
the arc to make the line and arc tangent.
Line
Arc
User Defined - enables the Angle parameter for you to customize
the angle of the circular lead.Line
Arc
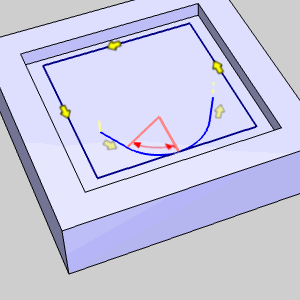
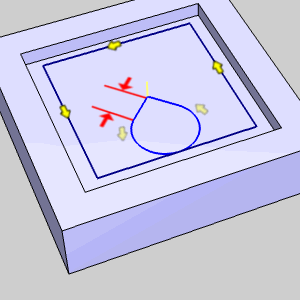
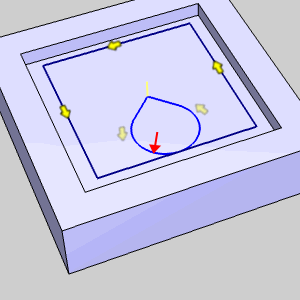
Blend
- generates a linear move and then an arc move into the feature. This
lead type can be used to lead-in and lead-out of the feature from
the same point. The blend lead type creates a tangent path into the
feature.
Click the name of each lead type in the following descriptions to view an example image.
Same As Lead-in
 Select this check
box to use the Lead-in settings to automatically set the Lead-out settings.
Select this check
box to use the Lead-in settings to automatically set the Lead-out settings.
 Clear the check box to set the Lead-out independently from the Lead-in.
Clear the check box to set the Lead-out independently from the Lead-in.
Vertical
- generates a plunge feed move into the feature.
IMPORTANT: The Vertical Lead-in type is not actually a lead-in as it only creates a plunge move into the feature. Most machine controllers cannot apply compensation commands to a vertical plunge (Z-axis) move. (G41/G42 are not output when using the Vertical Lead-in.)
Parallel
- generates a linear feed move into the feature parallel to the toolpath
using the specified length.
Length
- sets the length of the lead-in from the feature.
Right
Angle - generates a linear feed at a right angle to the
toolpath using the specified length.
Length
- sets the length of the lead-in from the feature.
Circular
- creates a linear move followed by an arc sweep into the start of
the feature. You have complete control over both the line move and
the arc move using the following settings.
Right Angle - sets the Angle of the line at 90.00 degrees
to the start of the arc.Line
Arc
Tangent - sets the Angle of the line to 0.00 degrees to
the arc to make the line and arc tangent.
Line
Arc
User Defined - enables the Angle parameter for you to customize
the angle of the circular lead.Line
Arc
Blend
- generates a linear move and then an arc move into the feature. This
lead type can be used to lead-in and lead-out of the feature from
the same point. The blend lead type creates a tangent path into the
feature.
Overlap Amount - sets the length of overlap between the start point and end point of the toolpath to change the lead-in and lead-out locations.
MDI (Manual Data
Input)View the MDI topic.
Clicking Next> > takes you to the Corner Types page.