In this Topic Show
This tutorial is designed to highlight some of the key areas of the BobCAD-CAM’s lathe module. In this example, we will be working on both the OD, and the ID. Operations will include Turning, Grooving, and Threading.
The example file for this tutorial is available for download at: http://bobcad.com/helpfiles.
IF you are connected to the Internet, you can click the link provided
to download and save the Lathe_Basics_Tutorial.zip file. After extracting
the zip file, you can open the file to follow along with this example.
This tutorial highlights the following features of the BobCAD-CAM software:
For every turning part that is created, you will need to open or create the lathe part and then create a Turning Job. In this case, we will be opening an existing CAD file to create a Turning Job.
1 Open the Lathe_Basics_Tutorial.bbcd file.
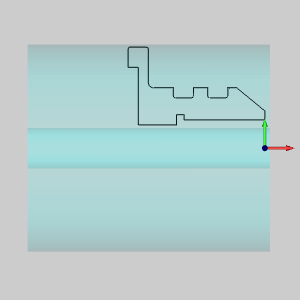
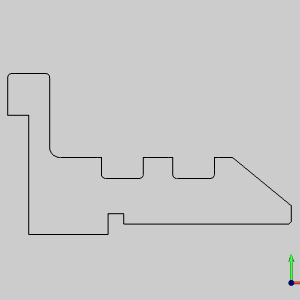
NOTE: The wireframe geometry is flat in the X/Y plane and in the X-/Y+ quadrant. When creating a Turning Job, this is the quadrant in which your geometry should be located.
2 Click
the  CAM
Tree tab in the BobData-CAM
Tree
Manager.
CAM
Tree tab in the BobData-CAM
Tree
Manager.
3 Right-click
 CAM Defaults,
and click New Job. Under Job Type, select Turning
and click Stock Wizard. The
Stock Wizard displays.
CAM Defaults,
and click New Job. Under Job Type, select Turning
and click Stock Wizard. The
Stock Wizard displays.
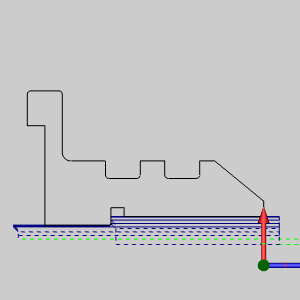
The first page of the Stock
Wizard allows you to define a Workpiece for the Turning Job and the subsequent
pages handle shape, size and clearances. In this example, we will
not define a Workpiece, but will define the shape, size and clearances
for our stock. Once the stock has been defined you can adjust the visibility
of the stock.
1 Click
 to skip assigning a Workpiece.
to skip assigning a Workpiece.
NOTE: For more information on assigning a Workpiece, see the Assigning Workpiece Geometry topic.
2 In
the Stock Type page, leave the selection on Cylindrical
and click .
3 In the Stock Definition page,
type in the following values:
4 Click .
Leave the Clearance values as they are and click OK
to finalize the stock and exit the wizard.
5 In the CAM
Tree tab in the BobData-CAM Tree Manager, right-click  Stock and select
either Transparency or Blank.
These choices will allow you to, either adjust the transparency of the
stock or blank it out completely.
Stock and select
either Transparency or Blank.
These choices will allow you to, either adjust the transparency of the
stock or blank it out completely.
Higher Transparency |
Blank |
|
|
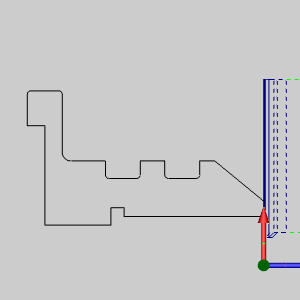
For most every Turning Job, you will need to face off the stock. By selecting a Lathe End Face feature, we will automatically create toolpath up to the machine zero without the need to select geometry. The only time geometry will need to be selected for the Lathe End Face feature is if the desired toolpath needs to end before, or, continue beyond the machine zero.
1 In
the CAM Tree, right-click  Machine Setup - 1 and select Lathe End Face.
Machine Setup - 1 and select Lathe End Face.
The Lathe End Face feature launches with the Geometry Selection page active.
Since our target geometry is already at the machine zero, we do not need
to select geometry.
2 Click
Next>> to continue to the
Feature page.
1 Select the Extension check box and, in the End Distance box, enter a value of 0.1000.
TIP: Since the Lathe End Face feature ends at the inner diameter of our stock, we use a small extension so our tool radius does not leave any material.
2 On
the left side of the Lathe Wizard, click  Rough.
Rough.
TIP: We select page options in the tree on the left side of the Lathe Wizard to skip pages with options we are not interested in adjusting.
1 Click
Tool Crib at the top of the Lathe
Wizard.
The Tool Crib launches.
2 Click
ROUGH to
select the insert type, and then click Add
From Tool Library.
The Tool Library launches.
3 Select
tool number 263 to highlight the
CNMG - 3/64RAD
- ROUGH TURNING tool.
4 Click
OK to exit the Tool Library and
return to the Tool Crib.
5 Click
OK to exit the Tool Crib and return
to the Lathe Wizard.
6 Select
 Parameters.
Parameters.
1 Select the Rough Allowance check box.
NOTE: In this case, we use our roughing tool to rough and finish the face. Since we use the same tool for the rough and finish, the need to create a separate finish operation is avoided by utilizing the Rough Allowance. The Rough Allowance ceases the roughing operation at the values entered and creates an additional semifinish pass up to the Finish Allowance specified next.
2 In the Finish Allowance group, change both the Z and, X value to 0.0000.
NOTE: By setting our Finish Allowances to 0.0000, the semifinish pass we take acts as a final finish.
3 Since
no other options need to be adjusted for this operation, click Compute.
1 So
that we can focus on one toolpath at a time, right-click the new Feature Lathe End Face in the CAM Tree and select Blank/Unblank
Toolpath to hide the toolpath.
In this step we create a Lathe Turning feature, assign Rough and Basic Finish operations, and define the parameters of those operations.
1 In
the CAM Tree, right-click
Machine Setup - 1 and select Lathe Turning.
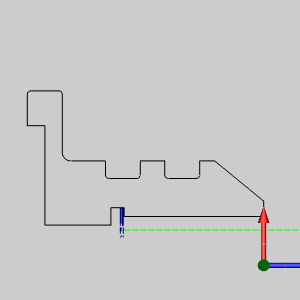
The Lathe Wizard launches with the Geometry Selection page active.
2 Click
Select Geometry.
The Lathe Wizard hides and selection
mode is enabled to allow geometry selection.
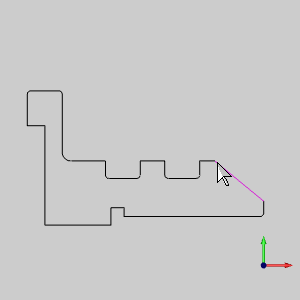
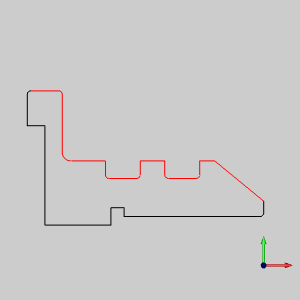
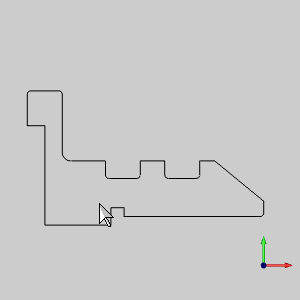
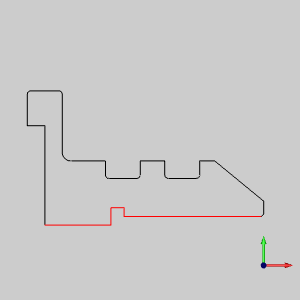
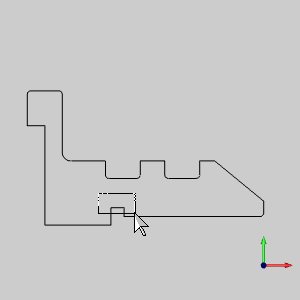
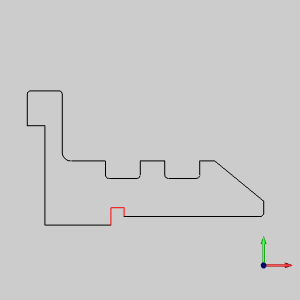
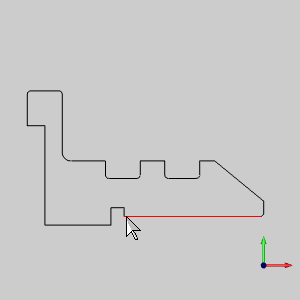
3 In
the graphics area :
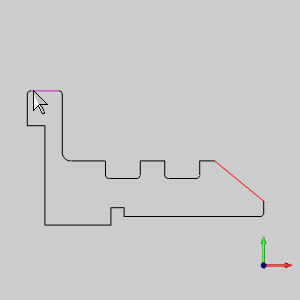
a Left-click
the end of the first entity to be turned.
b Going
to the end of the last entity to be turned, hold Shift on your keyboard
and left-click again to select all the entities between the two.
c With
all entities highlighted, right-click in the graphics area and select
 OK
to confirm the geometry selection and return to the Lathe Wizard.
OK
to confirm the geometry selection and return to the Lathe Wizard.
TIP: To confirm geometry
selections, you can also click the
icon in the toolbars or simply press Spacebar.
Left-click |
Shift + Left-click |
Result |
|
|
|
4 In
the Lathe Wizard, click Next>>
to continue to the Feature page.
1 In
order to avoid cutting the grooves with these operations, select the Remove Primary Undercut check box
in the Undercut group.
2 To
continue beyond the selected geometry, select the check box for Extension and enter a value of 0.2500 into the End
Distance box.
3 Click Next>> to continue to the Machining Strategy page.
1 Select
Rough / Finish in the Template
section of the Machining Strategy page to assign a Rough and Basic Finish
operation to the feature.
2 Select
Parameters.
1 Adjust
the Z value of the Finish
Allowance to 0.0010.
2 Select
Adjust
Leads
|
TIP: In this case, our stock has already been faced off. In order to avoid unnecessary feed movement, we eliminate the lead-in motion.
1 Click
Tool Crib.
The Tool Crib launches.
2 Click
![]() FINISH and
then click Add From Tool Library.
FINISH and
then click Add From Tool Library.
The Tool Library launches.
3 Select
tool number 277 to highlight the
VNMG - 1/32RAD
- FINISH TURNING tool.
4 Click
OK to return to the Tool
Crib.
5 Click
OK to return to the Lathe Wizard.
6 Click
Compute.
1 Right-click
the new Feature Lathe Turning
in the CAM Tree and select Blank/Unblank
Toolpath.
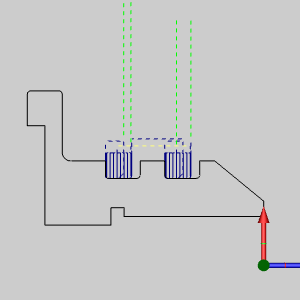
In this case, we have two grooves that need to be completed on the OD
of the part and one groove on the ID. Right now we will focus on the two
OD grooves.
1 Right-click
Machine Setup -
1 in the CAM Tree and select Lathe
Groove.
The Lathe Wizard launches.
2 Click
Select Geometry.
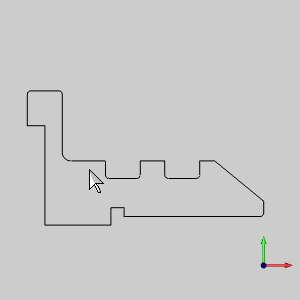
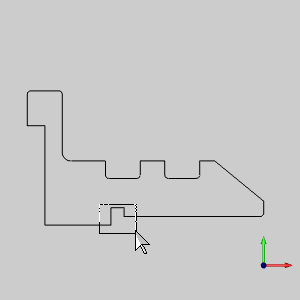
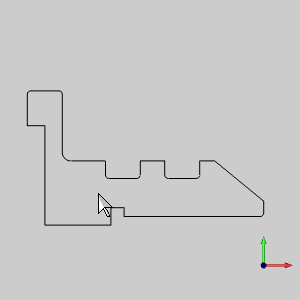
3 In
the graphics area:
a Left-click
and hold to the left of the grooves.
b Drag
a window around the lower half of the grooves.
Both grooves are highlighted.
c Press
Spacebar.
Left-click + Hold |
Drag Window and Release |
Result |
|
|
|
4 Click
Next>> to continue to the
Feature page.
1 In
the Feature page, under the Constraints
section, select From Feature.
2 Select
 Groove.
Groove.
3 Click
Tool Crib.
The Tool Crib launches.
4 Click GROOVE and then
click Add From Tool Library to
enter into the Tool Library.
The Tool Library Launches.
5 Select
tool number 281 to highlight the
1/8 WIDE - 1/64RAD - OD GROOVE tool.
6 Click
OK.
7 In
the Tool Crib, click OK.
8 Select
Patterns.
1 Select
Center Out under Sorting
and click Next>> to continue
to the Parameters page.
2 Select
the check box for Rough Allowance
and adjust the X value to 0.0050.
3 Under
Semifinish Pattern, set the Overlap value to 0.0500
to ensure that each of the downward semifinish cuts will go slightly beyond
center.
4 Set
the Finish Allowance values to
0.0000.
5 Click Compute.
6 Right-click
the new Feature Lathe Groove in
the CAM Tree and select Blank/Unblank
Toolpath.
Now that we have completed the outer diameter of the part, we need to begin working on the inner diameter. The first thing we will work on is a basic Rough and Finish.
1 Right-click
Machine Setup -
1 in the CAM Tree and select Lathe
Turning.
The Lathe Wizard launches.
2 Click
Select Geometry.
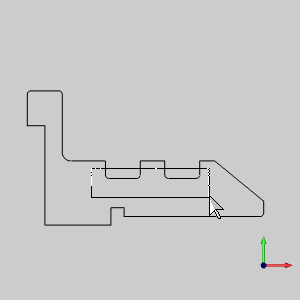
3 In
the graphics area:
a Left-click and hold
to the upper left of the ID groove.
b Drag a window around
the entire groove. The groove and connected entities highlighted.
c Press
Spacebar
to confirm geometry selection.
Left-click + Hold |
Drag Window and Release |
Result |
|
|
|
4 Click
Next>> to continue to the
Feature page.
1 In
the Feature page under Material Approach,
set the Rapid Plane to 0.0500.
2 Under
Feature Parameters, select ID from the Feature
Type list to set the orientation of the feature.
3 Under
Undercut, select the Remove
Primary Undercut check box so that our rough does not try to complete
the ID groove feature.
4 Select
the check box for Extension and
enter a value of 0.4500 into the
End Distance box.
5 Select
Rough.
1 Click
Tool Crib.
The Tool Crib launches.
2 Click
![]() BORING and
then click Add From Tool Library.
BORING and
then click Add From Tool Library.
The Tool Library launches.
3 Select
tool number 500 to highlight the CNMG - 1/32
RAD .750 BORING BAR tool.
4 Click
OK.
5 In
the Tool Crib:
a Notice the orientation of our ID boring tool in the graphics area in the top right corner of the Tool Crib.
b In
order to have this tool orientated properly, select ![]() under Mounting Orientation.
under Mounting Orientation.
c Notice
the tool and its holder is now in the proper orientation.
d Click
OK.
6 Select
Parameters.
1 In the Parameters page, select the check box for Rough Allowance and adjust the Z value to 0.0010.
2 Set
both Finish Allowance values to
0.0000.
3 Select Leads.
TIP: In this case, our stock has already been faced off. In order to avoid unnecessary feed movement, we eliminate the lead-in motion.
4 Under Lead-in, set the Length value to 0.0000.
5 Under
Lead-out, set the Length value
to 0.0500.
6 Click
Compute.
1 Right-click
the new Feature Lathe Turning
in the CAM Tree and select Blank/Unblank
Toolpath.
Now that we have cleared out the ID with our ID Turning feature, we can work on the ID groove.
1 Right-click
Machine Setup -
1 in the CAM Tree and select Lathe
Groove.
The Lathe Wizard launches.
2 Click
Select Geometry.
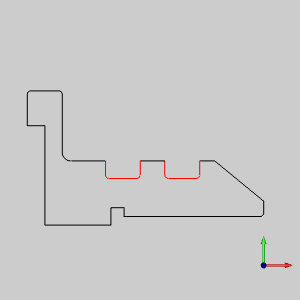
3 In
the graphics area:
a Left-click
and hold to the upper left of the ID groove. b Drag
a window around the walls and floor of the groove only, taking
care to avoid the connecting entities. c Press Spacebar to confirm geometry selection. |
Left-click + Hold |
Drag Window and Release |
Result |
|
|
|
4 Click
Next>> to continue to the
Feature page.
1 In
the Feature page, under Material Approach,
set the Rapid Plane to 0.0500.
2 Under
Feature Parameters select ID from the Feature
Type list.
3 Under
Constraints, select Custom
and then click Pick since
the material has already been removed for a portion of this geometry,
we can change where the toolpath begins.
The Lathe Wizard hides and selection
mode is enabled.
4 Highlight
the connecting
entity to the right of the groove, and left-click.
The Lathe Wizard returns
automatically.
5 Select
Groove.
1 Click
Tool Crib.
The Tool Crib launches.
2 Click
GROOVE and
then click Add From Tool Library.
The Tool Library launches.
3 Select
tool number 280 to highlight the
1/8 WIDE - 1/64RAD - ID GROOVE tool.
4 Click
OK.
5 In
the Tool Crib:
a Select
![]() under Mounting Orientation.
under Mounting Orientation.
b Click OK.
6 Select
Parameters.
1 Select the check box for Rough Allowance and adjust the X value to 0.0050.
2 Set both Finish Allowance values to 0.0000.
3 Click Compute.
1 Right-click
the new Feature Lathe Groove in
the CAM Tree and select Blank/Unblank
Toolpath.
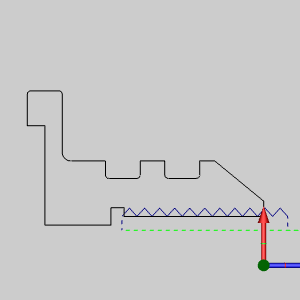
Now that the ID has been cleared out, we will need to create the threading operation on the ID.
1 Right-click
Machine Setup -
1 in the CAM Tree and select Lathe
Thread.
The Lathe Wizard launches.
2 Click
Select Geometry.
3 In
the graphics area:
a Left-click
the entity to the right of the ID groove. b Press Spacebar. |
4 Click
Next>> to continue to the
Feature page.
1 In
the Feature page, under Feature Parameters
select ID from the Feature
Type list.
2 Select
the check box for Extension:
a In
the Start Distance box enter a
value of 0.3750.
b In
the End Distance box enter a value
of 0.0300.
3 Select
 Thread.
Thread.
1 Click
Tool Crib.
2 Click
THREADING and
then click Add From Tool Library.
3 Select
tool number 505 to highlight the
60 DEG - LAY
DOWN - ID THREAD .IC tool.
4 click
OK.
5 In
the Tool Crib:
a select
![]() under Mounting Orientation.
under Mounting Orientation.
b Click
OK.
6 Select
Parameters.
1 Under
Parameters, set Threads
Per Unit to 5.0000.
2 Select the check box for Override and set Thread Height to 0.1190.
NOTE: The Thread Height that is calculated in BobCAD-CAM is the theoretical sharp height. Depending on the thread being cut, you may need to adjust this value.
3 Click Compute.
1 Right-click
the new Lathe Thread feature in
the CAM Tree and select Blank/Unblank
Toolpath.
The next step is to simulate the program to look for any necessary changes.
1 In
the Modules menu, click  Simulation.
Simulation.
For help with simulation, view Getting Started with Simulation.
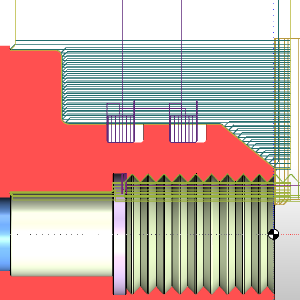
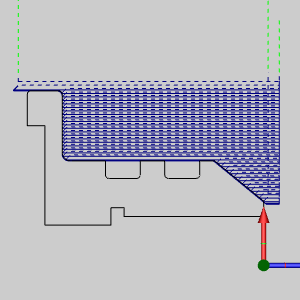
TIP: The
Simulation contains a CutSim tab.
Clicking on the  Advanced Properties button will
launch the Parameters dialog box
allowing you to select the
Advanced Properties button will
launch the Parameters dialog box
allowing you to select the  Enable check
box in the Section plane group.
This will put the stock in the section plane view seen in the image above.
Leave the values as they are and click OK.
Enable check
box in the Section plane group.
This will put the stock in the section plane view seen in the image above.
Leave the values as they are and click OK.
2 To
close simulation, click Modules
>  Exit Simulation.
Exit Simulation.
Once the lathe result has been finalized it will be time to produce the code to send to the machine.
1 In
the CAM Tree, right-click  Turning Job and select Post.
Turning Job and select Post.
The code is posted in the Layer-UCS-Post Manager.
2 Right-click
the code in the Layer-UCS-Post Manager to select Save
As or Edit CNC.
With this method, you can either save to a particular file location or
open the NC code in Predator Editor respectively.