V-Carve Pocketing
The V-Carve feature type is generally used to engrave text, arcs, lines and splines in a 3-dimensional form with 3-axis tool motion, with pocketing of open spaces in the selected profiles if necessary. There are two V-Carve operation types, Tapered Pocketing and V-Carve Finishing (engraving). This example uses the both operations, one to perform the pocketing with an endmill, and the second to cut a tapered wall around the pocket.
Pocketing a shape with V-CARVE example:
1) Open a new file
- In the quick access toolbar, click
 New.
New.
2) Create the Rectangle
-
In the Shapes group, of the Create 2D ribbon, click
 Rectangle.
Rectangle. - In the Data Entry Manager, change the Length
(X) value to 4.000,
the Width (Y) value to 3.000.
- In the Option group of the Base Point section, click
 to set the Base Point at the bottom left of the rectangle.
to set the Base Point at the bottom left of the rectangle. - Click OK
to create the rectangle as shown in the CAD preview.
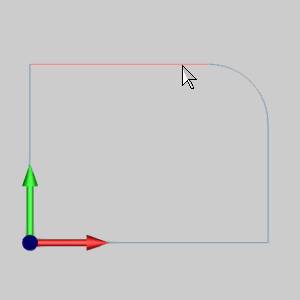
3) Create the Fillet
- In the Corners group, of the Create 2D ribbon,
click
 Fillet.
Fillet. - Click anywhere in the graphics area, and zoom out so the entire rectangle is visible.
- In the Data Entry Manager, update the Picking Method to Single Corner Click.
- Change the Radius value to 1.000,
and confirm that the Trim
check box is selected.
- Hover over an entity in the top-right corner of the rectangle.
The Preview appears.
Click the entity to create the fillet.
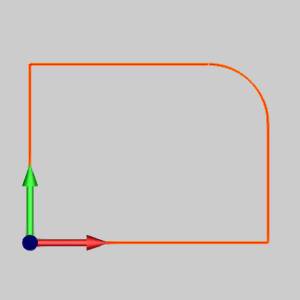
The fillet is created.
- Click Cancel to close the
Data Entry Manager.
4) Create the CAM Job
- In the CAM Job group, of the CAM ribbon, click
 New Job.
New Job. - With the Milling job type
and the BC 3X Mill machine
selected, click Stock Wizard.
The Workpiece dialog appears in the Data Entry Manager. - Click the
 (next)
button to skip the workpiece assignment.
(next)
button to skip the workpiece assignment.
5) Create the Stock
- With Rectangular selected,
the software automatically creates a bounding stock for the rectangle
in the graphics area.
- In the Dimension / Offset group, enter:
| X | Y | Z | |
| Dim | 4.000 | 3.000 | 1.000 |
| Offset + | 0.250 | 0.250 | 0.000 |
| Offset - | 0.250 | 0.250 | 0.000 |
- Click to go to the Machine
Setup.
For this example, we use the default settings for the machine setup location.
6) Set the Work Offset
- Click the Work Offset button.
The Work Offset dialog launches. - Next to Z, change the value to 1.000
and click OK.
- Click OK to finish the
Machine Setup.
7) Blank the Stock
- In the CAM Tree, right-click
 Stock, and select Blank/Unblank.
Stock, and select Blank/Unblank.
The Stock disappears.
8) Create the V-Carve Feature
- In the CAM Tree, right-click
Machine Setup, and click Mill V-Carve.
9) Select Geometry for the Feature
- In the Mill V-Carve Wizard,
click the Select Geometry
button.
The Mill V-Carve Wizard disappears, allowing you to select geometry from the graphics area. - Press and hold Shift and
click anywhere along the rectangle to chain select it.
- Press Ctrl+7 to enter into an isometric view.
10) Set the Depth of the Feature
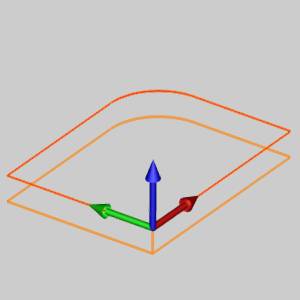
Notice the feature preview displays the current depth.
- In the Total Depth group, change the Depth to 0.250, and press Tab.
The preview updates.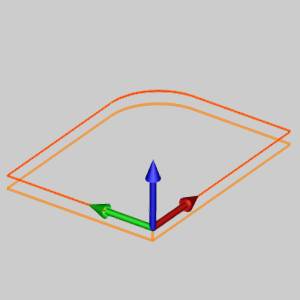
- Click
 (OK) to confirm
the selection.
(OK) to confirm
the selection.
The Mill V-Carve Wizard reappears.
11) Set the Machining Strategy
- In the Tree on the left of the wizard, click
 Machining Strategy to jump to that page.
Machining Strategy to jump to that page. - Under Available Operations,
with Tapered Pocketing selected,
click the left arrow button,
 ,
to add the operation to the Current Operations list.
,
to add the operation to the Current Operations list. - Under Current
Operations, click the up arrow button,
 , to move
the Tapered Pocketing operation to the top of the list.
, to move
the Tapered Pocketing operation to the top of the list. - Click Next>> to update
the tree with the new operations.
12) Set the Roughing Tool
- Click Next >> again to move to the tool page.
- Change the Diameter
value to 0.2500, and press
Tab to update the value.
The system automatically selects a tool from the Tool Library (after checking the Tool Crib).
13) Set the Parameters
- Click Next>>
to go to the Parameters page.
- Notice the Pocket Depth
is already defined.
- Change the Depth
of Cut value to 0.2500.
Note: You can use the Depth of Cut value to create multiple depth cuts, but for this example, we cut the pocket at one depth.
- Click Next>>.
14) Set the Finishing Tool
- Confirm the default 0.5000 inch Diameter V-Tool is selected, and click Next>>.
15) Set the Finishing Parameters
- Under Depth Options, change
the V-Tool Depth of Cut value
to 0.0625.
- Change the V-Tool Roughing Stepover
value to 0.0300.
Note: Notice the V-Tool Cleanup Parameters. Because we are using a Tapered Pocketing operation, we can set the stepover to perform a cleanup path in the corners of the pocket using the V-tool.
- Change the V-Tool Cleanup
Stepover value to 0.005.
- At the bottom of the wizard, click Compute.
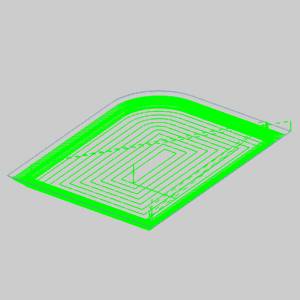
- To view the toolpath simulation, right-click Milling
Job and click Simulation.
For more information on using simulation, view Getting
Started with Simulation.
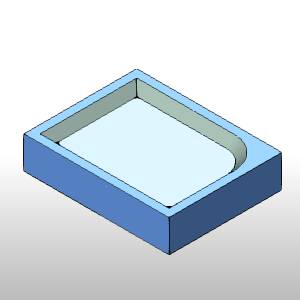
This concludes the example.