





 Leads
Leads
Introduction
This topic explains the Leads page of the 4 Axis Advanced Rough operation found in the Mill 4 Axis Rotary Wizard.
Leads
Entry
-
 Plunge - the tool plunges directly to the start
point of the toolpath. The Lead-in and Lead-out settings become available.
Plunge - the tool plunges directly to the start
point of the toolpath. The Lead-in and Lead-out settings become available.
Type
-
Single Depth - From the Feed Plane, Single
Depth will move at the Plunge Feedrate to the full Depth of Cut.
-
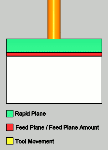
 Peck - From the Feed Plane, Peck will move
at the Plunge Feedrate to the Peck Depth, return to the Feed Plane
with a rapid move, rapid down to a point above the last depth
equal to the amount of the Feed Plane being used, before continuing
to the next Peck Depth amount at the Plunge Feedrate. This method
will be repeated until the full Depth of Cut is reached.
Peck - From the Feed Plane, Peck will move
at the Plunge Feedrate to the Peck Depth, return to the Feed Plane
with a rapid move, rapid down to a point above the last depth
equal to the amount of the Feed Plane being used, before continuing
to the next Peck Depth amount at the Plunge Feedrate. This method
will be repeated until the full Depth of Cut is reached.
- Peck
Depth - sets the increment to use for each peck.

-
Fast Peck - From the Feed Plane, Peck will
move at the Plunge Feedrate to the Peck Depth, Rapid up to an
amount equal the Feed Plane being used, before continuing to the
next Peck Depth amount at the Plunge Feedrate. This method will
be repeated until the full Depth of Cut is reached.
-
Peck Depth - sets the increment to use for each peck.
-
Center Cutting Tool
 - With this check box cleared, you do not have access to the Ramp Entry options.
- With this check box cleared, you do not have access to the Ramp Entry options.  - With this check box selected, you have access to the Ramp Entry options.
- With this check box selected, you have access to the Ramp Entry options. - Ramp - sets the lead-in
motion for the rough toolpath segments (for center cutting tool only).
Several ramping strategies are available:
- Automatic - automatically selects from the
following ramp options:Line,Spiral,Zig
Zag, andProfileare attempted in this order
until a successful ramp entry is accomplished (without gouging).
- Line - the
lead-in move is along an angular line, using theAngle of Approachvalue.
- Spiral - creates a helical entry into
the stock material, the tool engages the stock with helical
interpolation. TheRamp
LengthandAngle of Approach valuesdefine the helix.
- Zig Zag - similar to line ramp, the length
of the ramp is limited so you get zig and zag angular moves.
The zag move is in opposite direction to the zig move and
at the same angle to the horizontal. This uses theAngle of Approach and Ramp
Length values.
- Profile -
the tool engages the stock following the contour of the part
or the toolpath profile.
- Ramp Length
- sets the single segment
length for the selected ramp type.
- Angle of
Approach - sets the angle
which the ramp move forms with the toolpath segment to which
it is connected. This defines the angle of the ramp move to
the horizontal.
- Ramp Length
- sets the single segment
length for the selected ramp type.
Related Topic
Click Next> > to move on to the Links page.