





Mill Turn Variable Prefixes
MILL TURN VARIABLE PREFIXES
When working with a Mill Turn post processor the motion output variables for linear and rotary axes use a different prefix assignment method than the normal post processors. This method provides the flexibility required to support the wide assortment of machine tools available.
Overview
• Each component that is a linear axis, rotary axis, or device gets an Axis ID assigned.
• In the post processor the prefix is then set for absolute motion and incremental motion.
Axis ID Manager
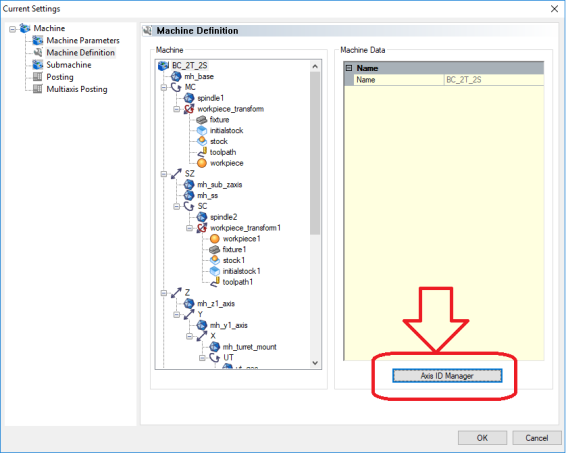
In the Machine Definition page of the Default Current Settings dialog there is a button for the Axis ID Manager in the lower right as seen below.
Inside the Axis ID Manager dialog each machine component is listed out and has an assigned Axis ID number. The Axis Name comes from what is assigned in the Machine Definition page, and the Axis ID is assigned by default in numerical order. The order can be changed by selecting the items and moving them up and down the listing using the arrow buttons.
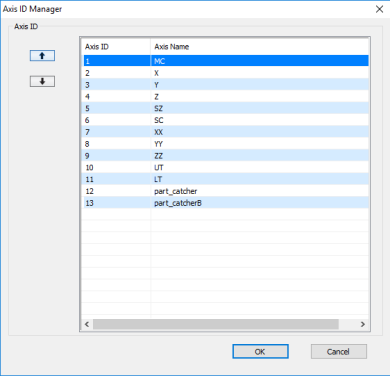
In the post processor assign the prefix you need for absolute output in the Post Blocks: 5000. thru 5049. and incremental output in the in Post Blocks: 5050. thru 5099.
In the Axis ID Manager shown above the axis named MC is the main spindle C axis rotary and has the Axis ID of “1”. Looking at the post processor at Post Block: 5000. we can see the prefix to be output for Absolute moves is set to “C”.
//---------------------------------------------------------------------
// Absolute Prefix Blocks
//---------------------------------------------------------------------
5000. Prefix 1? "C" // Mapped Prefix - Abs
5001. Prefix 2? "X" // Mapped Prefix - Abs
5002. Prefix 3? "Y" // Mapped Prefix - Abs
5003. Prefix 4? "Z" // Mapped Prefix – Abs
In the example Post Blocks shown above, the Prefix # matches up to the Axis ID defined in the Axis ID Manager dialog.