Bei der Rohteilanalyse können Sie durch farbliche Markierungen auf dem Restmaterial das Rohteil nach den folgenden Werkzeugweg-Funktionen analysieren.
Werkzeugnummer und Vorgangsnummer- Der Werkzeugweg wird farblich markiert, nachdem die verschiedenen Werkzeuge oder Vorgänge eingesetzt wurden.
Hauptsächlicher Vorteil
Identifikation der Menge der verschiedenen Werkzeuge oder Vorgänge, die eingesetzt wurden.
Identifikation des Bereichs, auf dem ein bestimmtes Werkzeug eine Bearbeitung durchführt (Schruppen, Schlichten usw.).
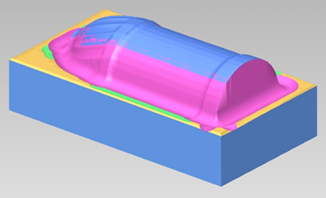
Auf dem folgenden Bild wird die Bearbeitung einer Flasche dargestellt. Das Material wird farblich gekennzeichnet, nachdem die verschiedenen Werkzeuge verwendet wurden. Sie können sehen, dass die Bearbeitung mit vier verschiedenen Werkzeugen (oder Vorgängen) vorgenommen wird.
Abweichung - Die Abweichung ist der Materialversatz im Vergleich zur Zielgeometrie. Die Farbe des Materials ändert sich, je nach der Menge des Materials, das sich noch auf der Zielgeometrie befindet.
Hauptsächlicher Vorteil
Identifikation der Menge des restlichen Materials auf der Zielgeometrie.
Identifikation der Hinterschnitte, wenn zu viel Material entfernt wurde und der Zielgeometrie Schaden zugefügt wurde.
Identifikation vom Bereich, in dem eine Restbearbeitung nötig ist.
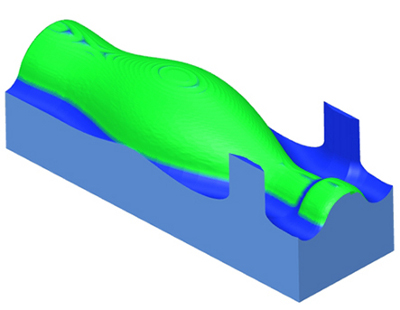
Auf dem folgenden Bild wird die Bearbeitung einer Flasche dargestellt. Die farbliche Markierung geht über grün (restliches Mindestmenge von Material) zu blau über (restliche Höchstmenge von Material). Sie sehen zwei deutliche Ergebnisse:
Aufgrund des Überschreitens der Bearbeitung bleiben auf der Bearbeitungsoberfläche große Zacken übrig (linke Seite).
Das verwendete Werkzeug war zu groß, um in den Bereich zwischen dem Flaschenhals und dem Flaschenkopf zu gelangen. Eine Restbearbeitung ist nötig.
Höhenänderung - Die Höhenänderung zeigt an, ob das Werkzeug sich nach oben oder unten bewegt.
Hauptsächlicher Vorteil
Identifikation, ob es Eintauchbewegungen in das Material gibt. In diesem Fall muss das Werkzeug in der Lage sein, einzutauchen.
Identifikation der Bearbeitungsmethode: Zickzack oder Einweg.
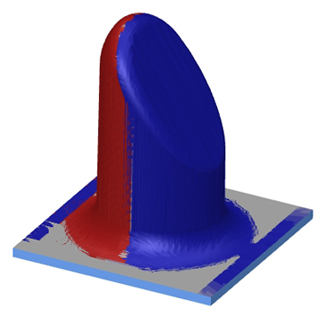
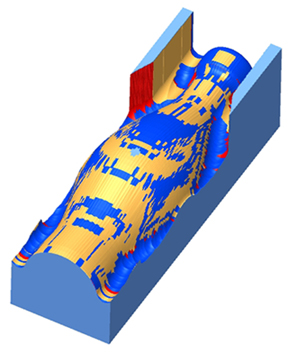
In der folgenden Abbildung wird die Bearbeitung eines konkaven Teils dargestellt. Die farbliche Markierung ist rot (für das Eintauchen) und blau (für das Zurückziehen). Die Bearbeitung ist 'Einweg' und geht von der einen Seite zur anderen.
Ausrichtung ändern - Das Material wird farblich gemäß der geänderten Ausrichtung der Drehachse der Maschinen gekennzeichnet.
Hauptsächlicher Vorteil
Identifikation des verwendeten Drehzahlbereichs.
Identifikation, mit welcher Drehzahl ein bestimmter Bereich bearbeitet wird.
Die Drehzahl gibt Rückmeldung darüber, ob die Drehzahlgrenzwerte der Maschine erreicht werden und ob Sie Stabilitätsprobleme beim Prozess erwarten können, was wiederum eine Auswirkung auf die Qualität der Oberfläche haben kann.
Auf dem folgenden Bild wird die Bearbeitung einer Turbinenschaufel dargestellt. Die farbliche Markierung geht von blau (niedrige Drehzahl) zu orange (hohe Drehzahl). Sie können sehen, dass insbesondere in den kleinen Eckradien die Ausrichtungsdrehzahl hoch ist. Die Qualität in diesem Bereich könnte darunter leiden.

Werkzeugweglänge - Die Werkzeugweglänge zeigt die Länge der Werkzeugwegsegmente an.
Hauptsächlicher Vorteil
Identifikation, ob die Werkzeugpunkte gleichmäßig über das Werkstück verteilt werden. Eine gleichbleibende Verteilung ist in der Regel besser für den Bearbeitungsprozess und die Stabilität.
Auf dem folgenden Bild wird die Bearbeitung einer Flasche dargestellt. Sie sehen, dass die Werkzeugweglänge in bestimmten Bereichen variiert. Die Werkzeugpunkte werden nicht gleichmäßig verteilt.
Teile markieren - Das Teil wird farblich gekennzeichnet, gemäß der Späne, die vom Hauptteil abgetrennt wurde.
Hauptsächlicher Vorteil
Identifikation der Späne, die bei der Bearbeitung anfällt.
Auf der folgenden Abbildung wird das Teil nach der Bearbeitung angezeigt. Es ist jetzt in zwei Teile unterteilt.