Bei der Werkzeugweg-Analyse können Sie durch farbliche Markierungen auf dem Restmaterial den Werkzeugweg analysieren.
Werkzeugnummer - Der Werkzeugweg wird farblich nach den verschiedenen eingesetzten Werkzeugen markiert.
Hauptsächlicher Vorteil
Identifikation der Menge der verschiedenen Werkzeuge, die eingesetzt wurden.
Identifikation des Bereichs, auf dem ein bestimmtes Werkzeug eine Bearbeitung durchführt.
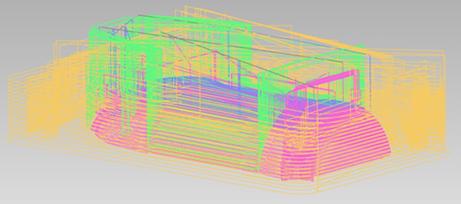
Auf dem folgenden Bild wird die Bearbeitung einer Flasche dargestellt. Der Werkzeugweg wird farblich gekennzeichnet, nachdem die verschiedenen Werkzeuge verwendet wurden. Es ist hier ersichtlich, dass vier verschiedene Werkzeuge eingesetzt wurden.
Vorgangsnummer - Der Werkzeugweg wird farblich gemäß der verschiedenen eingesetzten Vorgängen markiert.
Hauptsächlicher Vorteil
Identifikation der Menge von verschiedenen Vorgängen.
Identifikation des Bereichs, auf dem ein bestimmter Vorgang eine Bearbeitung durchführt.
Auf dem folgenden Bild wird die Bearbeitung einer Flasche dargestellt. Der Werkzeugweg wird farblich gekennzeichnet, nachdem die verschiedenen Vorgänge verwendet wurden. Sie können hier sehen, dass es vier verschiedene Vorgänge gab.
Werkzeugwegabfolge - Der Werkzeugweg wird gemäß einer Heiß- und Kaltunterteilung farblich markiert.
Hauptsächlicher Vorteil
Identifikation der Start- und Endpunkte der Bearbeitung.
Identifikation der Bearbeitungsmethode (Zickzack oder Einweg).
Identifikation der Schnittreihenfolge (von innen nach außen oder von außen nach innen).
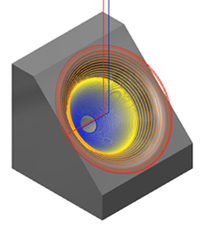
Auf dem folgenden Bild wird die Bearbeitung einer Halbkugel dargestellt. Die Abfolge geht von rot zu blau. Sie können anhand der farblichen Markierung sehen, das der Werkzeugweg außen startet und in der Mitte der Kugel endet. Außerdem handelt es sich bei dem Werkzeugweg um 'Einweg'.
Drehachsenwert - Der Werkzeugweg wird farblich gemäß des Neigungswinkels der Rotationsachse der Maschinen markiert.
Hauptsächlicher Vorteil
Identifikation des verwendeten Rotationsachsen-Winkelbereichs.
Identifikation, mit welchem Rotationswinkel ein bestimmter Bereich bearbeitet wird.
Identifikation von Überläufen von Grenzwerten.
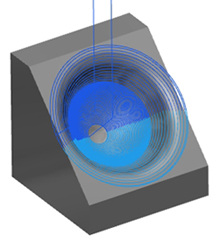
Auf dem folgenden Bild wird die Bearbeitung einer Halbkugel dargestellt. Sie können sehen, dass die obere und untere Hälfte mit einer anderen Achsenneigung bearbeitet wurden.
Änderung des Rotationsachsenwerts - Der Werkzeugweg wird farblich markiert, wenn sich der Neigungswinkel einer (A, B oder C) der Maschinen-Rotationsachsenwerte ändert.
Hauptsächlicher Vorteil
Identifikation des verwendeten Drehzahlbereichs.
Identifikation, mit welcher Drehzahl ein bestimmter Bereich bearbeitet wird.
Die Drehzahl gibt Rückmeldung darüber, ob die Drehzahlgrenzwerte der Maschine erreicht werden und ob Sie Stabilitätsprobleme beim Prozess erwarten können, was wiederum eine Auswirkung auf die Qualität der Oberfläche haben kann.
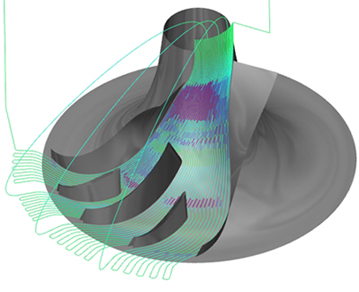
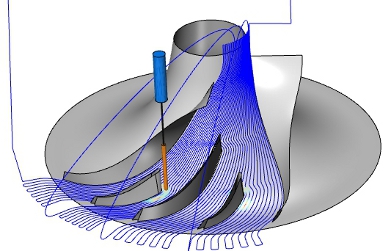
Auf der folgenden Abbildung wird die Bearbeitung eines Laufrads dargestellt. Die farbliche Markierung geht von grün (niedrige Rotation) zu blau (hohe Rotation). Sie können sehen, dass insbesondere im oberen Segment die Rotationsdrehzahl hoch ist. Am Ende und am Beginn der Nabe ist die Rotationsdrehzahl niedrig.
Umkehrung der Rotationsachse - Der Werkzeugweg wird farblich gemäß der Umkehrung von Rotationsachsen markiert. Jedes Mal, wenn die Rotationsachse deren Richtung geändert, ändert sich die Farbe des Werkzeugwegsegments.
Hauptsächlicher Vorteil - Identifikation des Bereichs, an dem mögliche Konturfehler einen negativen Einfluss auf die Bearbeitungsergebnisse oder die Oberflächenqualität haben könnten.
Auf dem folgenden Bild wird die Bearbeitung einer Halbkugel dargestellt. Sie können sehen, dass in der Mitte der Bearbeitung die Rotationsachse eine Umkehrung durchführt.
Umkehrung der linearen Achse - Der Werkzeugweg wird farblich gemäß der Umkehrung von linearen Achsen markiert. Eine Umkehrung kann durch einen Schwellwertwinkel festgelegt werden. Die Standardeinstellung beträgt 150°. Jedes Mal, wenn die lineare Achse die Richtung um 150° oder mehr ändert, wird das Werkzeugwegsegment farblich rot markiert.
Hauptsächlicher Vorteil - Identifikation des Bereichs, an dem mögliche Achsenumkehrungen einen negativen Einfluss auf die Bearbeitungsergebnisse oder die Oberflächenqualität haben könnten.
Aufgrund des Musters wird in einigen Bereichen die Richtung des Werkzeugwegs sofort geändert.
Ausrichtungsänderung - Der Werkzeugweg wird farblich nach dessem Ausrichtungsänderungswinkel zwischen zwei Segmenten markiert.
Hauptsächlicher Vorteil - Identifikation der Krümmung des Werkzeugwegs. Stellen Sie die Bereiche heraus, in denen der Werkzeugweg fließend und glatt ist, oder Bereiche, in denen er kantig ist, wo Fehler eine negative Auswirkung auf das Bearbeitungsergebnis oder die Oberflächenqualität haben können.
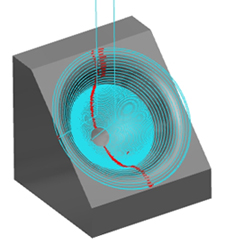
Auf der folgenden Abbildung wird die Bearbeitung einer konkav geformten Oberfläche gezeigt. Der Werkzeugweg besteht aus einer spiralförmigen Bewegung. Entsprechend ist in der Mitte der Radius klein, so dass die Ausrichtungsänderung groß ist. Je mehr sich der Werkzeugweg der Kante nähert, desto geringer wird die Ausrichtungsänderung.
Segmentlänge - Der Werkzeugweg wird farblich gemäß der Länge der Segmente markiert.
Hauptsächlicher Vorteil - Identifikation der Bereiche mit langen linearen Bewegungen, in der Regel beim Schruppen-Werkzeugweg, oder wo die Segmente sehr kurz sind, wie zum Beispiel beim Schlichten.
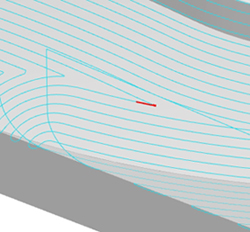
Auf der folgenden Abbildung wird die Bearbeitung einer konkav geformten Oberfläche gezeigt. Der Werkzeugweg besteht aus einer spiralförmigen Bewegung. Die Segmentlängen (zwischen Punkten) werden farblich markiert, in der Regel von grün (kürzeste) zu blau (längste).
Höhenänderung - der Werkzeugweg wird gemäß der Ausrichtung des Werkzeugs im Verhältnis zum Werkzeugweg farblich markiert. Die Farben werden nachfolgend angegeben.
Rot - Eintauchen in Richtung der Werkzeugachse.
Orange - Zurückbleibende Winkelausrichtung des Werkzeugs (drücken).
Grau - Normale Ausrichtung.
Hellgrün - Führende Winkelausrichtung des Werkzeugs (ziehen).
Grün - Zurückziehen entlang der Werkzeugachse.
Hauptsächlicher Vorteil
Identifikation, ob das Werkzeug in das Teil entlang der Werkzeugachse oder mit einem Winkel eintaucht.
Identifikation, ob das Werkzeug gezogen oder gedrückt wird.
Identifikation, ob das Werkzeug vom Teil entlang der Werkzeugachse oder mit einem Winkel zurückgezogen wird.
Auf der folgenden Animationen wird die Bearbeitung einer konvex geformten Oberfläche gezeigt. Der Werkzeugweg besteht aus einer einzigen Bewegung. Sie können die verschiedenen Ausrichtungen des Werkzeugs im Verhältnis zum Werkzeugweg sehen.
Kollisionen - Der Werkzeugweg wird gemäß des Kollisionsstatus farblich markiert.
Grau bedeutet, dass der Werkzeugweg noch nicht überprüft wurde.
Grün bedeutet, dass der Werkzeugweg überprüft wurde und kollisionsfrei ist.
Rot bedeutet, dass es zu Kollisionen vom Werkzeug mit der Geometrie kommt.
Auf der folgenden Animation wird die Bearbeitung einer beliebig geformten Oberfläche gezeigt. Sie können sehen, dass sich der Werkzeugweg von grau (nicht überprüft ) zu grün ändert (überprüft und ohne Kollision).
Vorschub - der Werkzeugweg wird gemäß des Vorschubs farblich markiert.
Blau bedeutet, dass der Werkzeugweg über die Bearbeitungsvorschubrate verfügt.
Gelb bedeutet, dass die Vorschubrate die Eilgangsrate ist.
Auf der folgenden Animation wird die Bearbeitung eines Zylinders dargestellt. Sie können sehen, dass der erste Eintritt und der letzte Austritt über Bewegungen mit Eilvorschubraten verfügen.
Achsenpol - Der Werkzeugweg wird farblich markiert, um festzustellen, ob die beiden Rotationssachsen kollinear sind. Das Farbenschema erstreckt sich von blau zu rot. Je mehr die Achsen kollinear sind, desto röter wird der Werkzeugweg.
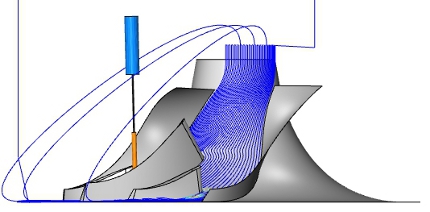
Auf der folgenden Abbildung wird die Bearbeitung eines Laufradteils gezeigt. Sie können sehen, dass die farbliche Markierung des Achsenpols die Bereiche hervorhebt, in denen die Werkzeugausrichtung vertikal auf dem Teil ist. In diesem Moment verfügen die beiden Rotationssachsen über die gleiche Ausrichtung.
Werkzeugachsenänderung - Der Werkzeugweg wird farblich gemäß des Neigungswinkels der Änderungen der beiden Rotationsachswerte markiert.
Hauptsächlicher Vorteil
Identifikation des verwendeten Drehzahlbereichs.
Identifikation, mit welcher Drehzahl ein bestimmter Bereich bearbeitet wird.
Die Drehzahl gibt Rückmeldung darüber, ob die Drehzahlgrenzwerte der Maschine erreicht werden und ob Sie Stabilitätsprobleme beim Prozess erwarten können, was wiederum eine Auswirkung auf die Qualität der Oberfläche haben kann.
Auf der folgenden Abbildung wird die Bearbeitung eines Laufrads dargestellt. Die farbliche Markierung geht von grün (niedrige Rotation) zu blau (hohe Rotation). Sie können sehen, dass insbesondere im oberen Segment die Rotationsdrehzahl sehr hoch ist. Am Ende und am Beginn der Nabe ist die Rotationsdrehzahl niedrig.