The toolpath analysis applies colorization schemes onto the rest material which allows you to analyze the toolpath.
Tool Number - The toolpath is colorized after the different tools being used.
Main benefit
Identify the amount of different tools being used.
Identify the area a certain tool is performing a machining.
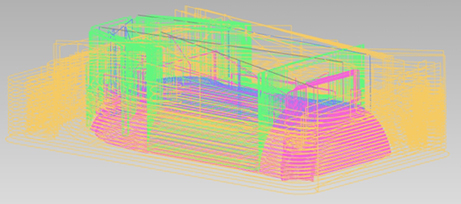
The following picture shows a machining of a bottle. The toolpath is colorized after the different tools being used. As you can see there are four different tools being used.
Operation Number - The toolpath is colorized after the different operations being used.
Main benefit
Identify the amount of different operations.
Identify the area a certain operation is performing a machining.
The following picture shows a machining of a bottle. The toolpath is colorized after the different operations being used. As you can see there are four different operations.
Toolpath Sequence - The toolpath is colorized in a hot to cold gradient.
Main benefit
Identify start point and the end point of the machining.
Identify the cutting method (if you ZigZag or OneWay).
Identify the cut order (from inside to outside, from outside to inside).
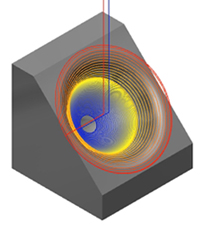
The following picture shows a machining of a half sphere. The sequence is from red to blue. You can see from the colorization the toolpath starts outside and ends in the middle of the sphere. Also, it is performed in a Oneway.
Rotation Axis Value - The toolpath is colorized after the tilt angle of the machines rotation axis.
Main benefit
Identify the rotation axis angle range being used.
Identify under which rotation angle a certain area is machined.
Identify limit overruns.
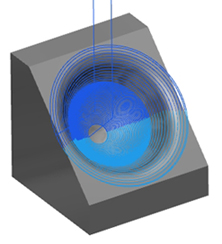
The following picture shows a machining of a half sphere. You see that the upper half and the lower half are machined with a different axis tilting.
Rotation Axis Value Change - The toolpath is colorized after the tilt angle of one (A,B or C) of the machines rotation axis value changes.
Main benefit
Identify the rotation speed range being used.
Identify under which rotation speed a certain area is machined.
The rotation speed gives feed back where machine speed limits are reached and where you can expect stability issues of the process which influences the final surface quality.
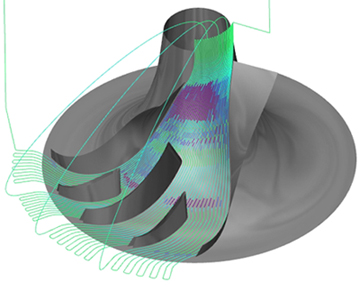
The following picture shows a machining of an impeller. The colorization is from green (low rotation speed) to blue (high rotation speed). You see that especially in the upper segment the speed is high. At the end and the beginning of the hub the rotation speed is slow.
Rotation Axis Reversal - The toolpath is colorized after rotation axis reversals. So every time the rotation axis changes the direction, the toolpath segment changes the color.
Main benefit - Identify the area where possible contouring errors have negative influence on the machining result or surface quality.
The following picture shows a machining of a half sphere. You see that in the middle of the machining the rotation axis performs a reversal.
Linear Axis Reversal - The toolpath is colorized after linear axis reversals. A reversal can be defined by a threshold angle. The default is 150 degrees. So every time the linear axis changes the direction 150 degrees or more, the toolpath segment is colorized red.
Main benefit - Identify the area where possible axis reversal could have negative influence on the machining result or surface quality.
Due to the pattern, in some areas the toolpath changes its direction instantly.
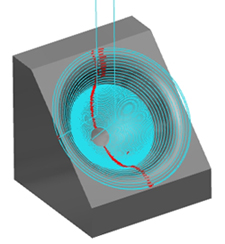
Orientation Change - The toolpath is colorized after its orientation change angle between 2 segments.
Main benefit - Identify the curvature of the toolpath. Find the areas where the toolpath is fluent and smooth, or areas where it is edgy, where errors can have negative influence on the machining result or surface quality.
The following picture shows a machining of a concave shaped surface. The toolpath is a spiral motion. Accordingly, in the middle the radius is small so the orientation change is big. The more the toolpath proceeds to the edge, the orientation change becomes less.
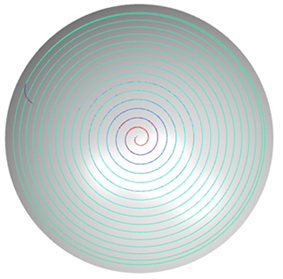
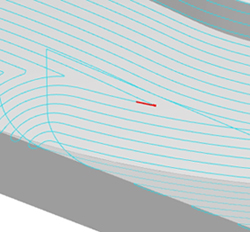
Segment Length - The toolpath is colorized after the length of the segments.
Main benefit - Identify the areas where you have long linear motions, usually in roughing toolpath or where the segments become very short, for example, for finishing.
The following picture shows a machining of a concave shaped surface. The toolpath is a spiral motion. The segment lengths (between points) are colorized, by default, from green (smallest) to blue (largest).
Height Change - The toolpath is colorized after its orientation of the tool relative to the toolpath. The colors are indicated next.
Red - Plunge in tool axis direction.
Orange - Lag angle orientation of the tool (pushing).
Grey - Normal orientation.
Light green - Lead angle orientation of the tool (pulling).
Green - Retracting along tool axis.
Main benefit
Identify the if the tool is plunging into the part along its tool axis or with an angle.
Identify the if the tool is been pulled or pushed.
Identify the if the tool is retracting from the part along its tool axis or with an angle.
The following animation shows a machining of a convex shaped surface. The toolpath is a single motion. You can see the different orientations of the tool relative to the toolpath.
Collisions - The toolpath is colorized after collisions status.
Grey means that the toolpath is not yet checked.
Green means that the toolpath is checked and collision free.
Red means that the tool is colliding with the geometry.
The following animation shows a machining of a random surface. You see the toolpath changes from grey (not checked) into green (checked and collision free).
Feed Rate - The toolpath is colorized after the feed rate.
Blue means that the toolpath has machining feed rate.
Yellow means that the feed rate is rapid rate.
The following animation shows a machining of a cylinder. You see the first entry and the last exit have travel with rapid feed rate.
Axis Pole - The toolpath is colorized to determine if the two rotation axes are colinear. The color scheme reaches from blue to red. The more the axes get colinear the toolpath turns more red.
The following pictures shows a machining of an impeller part. You see that the axis pole colorization pointed out the areas where the tool orientation is vertical on the part. At this moment the two rotation axes have the same orientation.
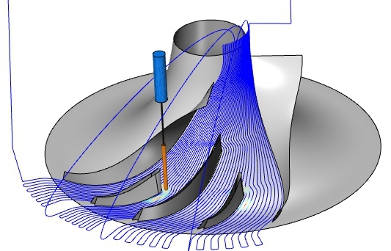
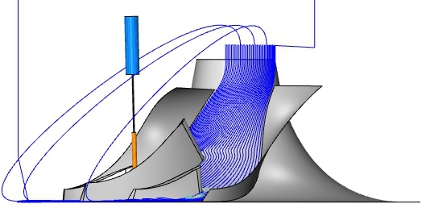
Tool Axis Change - The toolpath is colorized after the tilt angle of both machines rotation-axis value change.
Main benefit
Identify the rotation speed range being used.
Identify under which rotation speed a certain area is machined.
The rotation speed gives feed back where machine speed limits are reached and where you can expect stability issues of the process which influences the final surface quality.
The following picture shows a machining of an impeller. The colorization is from green (low rotation speed) to blue (high rotation speed). You see that especially in the upper segment the speed is very high. At the end and the beginning of the hub the rotation speed is slow.