





How to Create a 4 Axis Open Wire Feature
Introduction
Example File
If you are connected to the Internet, the part file for this example can be downloaded automatically by clicking the following link: Wire EDM 4 Axis
Open Example 1.bbcd
Once you download and saved the zip file, extract the files on your system in an easy place to remember. You can then open the file to use with this tutorial. All files for the tutorials in this help system available for download can be found by clicking on the following link: http://www.bobcad.com/helpfiles.
In the example file provided, the stock and machine setup are already defined for the part.
Part 1) Add the Feature and Assign Geometry
One main difference between 2 Axis and 4 Axis Wire EDM features is the geometry selection. While 2 Axis features only require a single profile, 4 Axis features require an Upper Profile and Lower Profile. In addition to the two profiles, you can also select Sync Line geometry to determine the alignment of the wire between the upper and lower profiles.
The following is a step-by-step example of creating a 4 Axis feature and assigning geometry.
Feature and Feature Geometry
-
In the CAM Tree, right-click Machine Setup, and click 4 Axis Open.
The Wire 4 Axis Wizard displays. -
To assign the upper profile geometry, click Select Upper Profile.
The Feature Geometry Picking dialog appears and the Upper Geometry list is given focus. -
In the graphics area, select the edges for the upper geometry.
The entities are added to the Upper Geometry list. -
Click in the Lower Geometry list to give it focus.
-
Select the surface edges for the lower geometry.
The entities are added to the Lower Geometry list.
Chain Direction and Start Point
-
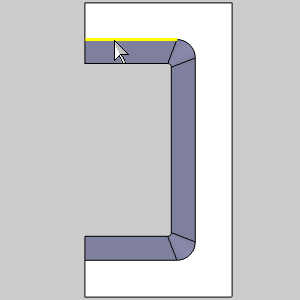
Below the Start Point & Direction group, click in the Upper Profile Chain list to give it focus.
The geometry highlights in the graphics area with the start point and direction shown with an arrow.
Take note of the direction in order to set the lower in the same direction and to know which direction the path should be compensated on. -
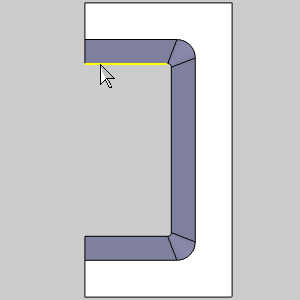
Click in the Lower Profile Chain list to give it focus.
Reverse direction as needed.
Setting a Stop Point
-
Click in the Stop Points list to give it focus.
-
Pick the point in the middle of the path on the upper or lower geometry.
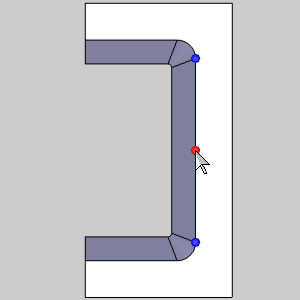
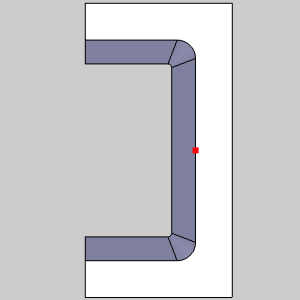
-
Click OK.
The dialog closes and the wizard returns.
Important: You can
select geometry for 4 Axis features using solid edges (as shown), or you
can select wireframe geometry. Either way the software projects the Upper
Profile to the top of the stock and projects the Lower Profile to the
bottom of the stock defined for the job. The point here is that regardless
of the Z location of the selected profiles, they are always projected
to the top and bottom of the stock.
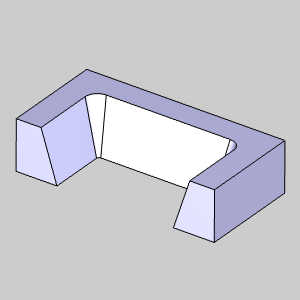
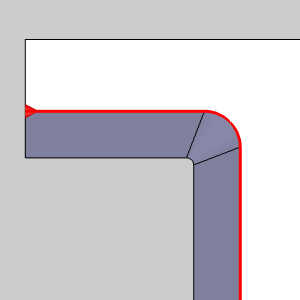
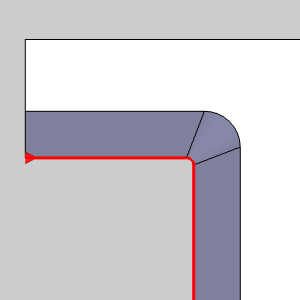
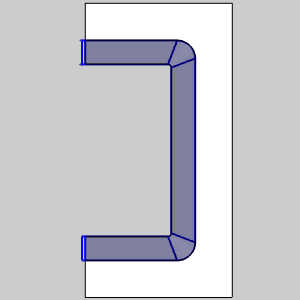
The following image shows the result of this
example where the stock is one unit larger than the part model.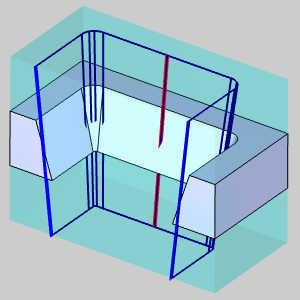
You will notice in this image the taper angle of the cut geometry no longer matches that of the model due to the projection of the geometry.
Part 2) Feature Parameters
Feature Settings
In the Feature page of the Wire EDM Wizard, the Stock Thickness displays the height of the stock defined for the job. (This value is for informational purposes and cannot be edited in the Wire EDM Wizard.)
-
Click Next>> to go to the Feature settings.
-
The Upper Guide and Lower Guide positions are positive incremental values in reference to the top and bottom (respectively) of the stock defined for the job. For this example, we use the default values.
Note: Most modern controllers do not require the output of coordinates from the guide positions, because they are handled at the control. In most cases, these values are only utilized for simulation purposes.
-
In the Process As group, select Punch.
-
Under Glue Stop Options, select No Glue Stop.
-
In the Sync Options group, select By Entity.
Since both our upper and lower geometry have the same amount of entities this will keep our path aligned with the surface edges as intended. -
Click Next>> to go to the Machining Strategy.
Machining Strategy
-
Notice without the glue stop option selected our Current Operations include the Rough Cut, and Skim Cut, but exclude the Tab Cut as it is no longer necessary.
-
Click Next>> to go to the Wire settings.
Wire Settings
The Wire settings of the Wire EDM Wizard contains an informational display of the Wire Diameter for the job, options to Enable Starting Cutting Conditions, and an option to set the Rapid Feedrate used for the feature.
Note: For more information, view the Wire EDM Wizard Wire Settings and How to Create Starting Cutting Conditions.
-
After making any necessary changes to the Wire settings, click Next>> to go to the Posting settings.
Posting Settings
The Posting page of the Wire EDM Wizard contains Arc/Spline Output Tolerance, or the maximum amount of variation between the selected spline, ellipse, or arc geometry and the line segments that are used to approximate them. The tolerance can be increased or decreased as needed. The Posting Order settings only apply to 2 Axis features in which you assign more than one profile to the feature. To learn more, view the Wire EDM Wizard Posting Settings.
-
Confirm that the proper Work Offset Number for the feature is selected.
-
Click Next>> to go to the Parameters.
Part 3) The 4 Axis Rough Cut
Parameters
The Standard Profile is the only pattern available. The Compensation output for Outside features is defined as On or Off for both System Compensation and Machine Compensation in the wizard. The software automatically outputs the correct compensation codes based on your selections and the chain direction of the feature. For this example, we use System Compensation On and Machine Compensation Off to allow the software to compensate the wire diameter based on the offset values entered in the Cutting Conditions.
-
Since the direction of our chain is set to clockwise, we update the System Compensation to Right.
-
Set the Machine Compensation to Off.
-
At the bottom-left of the wizard, click Apply to All Operations.
-
Click Next>> to go to the Leads page.
Leads
In the Leads page of the wizard, the Start Hole Diameter of 0.00 can be left at default. The Thread Vertical option is cleared to reduce wire movement in the other operations.
Besides the first Lead-in, all leads used in the feature will be Parallel.
-
In the Lead-in group, set the Type to Parallel.
-
In the Lead-in group, update the Length value to 0.050.
-
At the bottom-left of the wizard, click Apply to All Operations.
-
Click Next>> to go to the Cutting Conditions.
To learn more about leads, view the Wire EDM Wizard Leads.
Cutting Conditions
The Cutting Conditions page of each operation in the Wire EDM Wizard is used to add Pass Comments, define the Cutting Conditions, and define the Wire Speed and Tension for the operation. What is important to understand is that you have two ways to set the Cutting Conditions. You can either Link to Database, or you can manually enter the Cutting Conditions. When using Link to Database, the Cutting Condition parameters, Offset, Power Setting, and Feedrate, are all automatically populated from the currently selected database. The values that display here are determined using various factors from the job. The stock thickness, wire size, wire material, number of operations, and number of passes (Skim Cut operations) all determine what information is available from the database. You select the Cutting Conditions database for your machine in the Posting settings of the Current Settings dialog.
Note: If you are not using the values from the Cutting Conditions database, you can use the Edit Table option to set the Cutting Conditions for all Skim Cut passes in a single location. Remember that changing any of the three Cutting Conditions values (Power, Offset, or Feedrate) in the Edit Table automatically turns off Link to Database for each operation that you edit.
-
The Cutting Conditions will be left at default for all operations in this example, so click Next>> to go to the Parameters of the Tab Cut operation.
Part 4) The Skim Cut Operation
Parameters
-
Notice all of our settings have already been set by using the Apply to All Operations button in our rough operation.
-
In the Skims group, select Reverse Skims.
The number of Skim Passes will be left to 1. -
In the Stop Settings group, clear the Apply Stop Points option.
Since the piece of stock freed from our rough operation there is no longer there, there is no reason to stop along the path. -
Click Next>> to go to the Leads.
Leads
-
Notice all of our leads have already been set by using the Apply to All Operations button in our rough operation.
-
Click Next>> to go to the Cutting Conditions.
Cutting Conditions
-
The Cutting Conditions will be left alone for now, so click Next>> to go to the Parameters of the Skim Cut operation.
-
Click Compute.
Part 6) Viewing the Wirepath
-
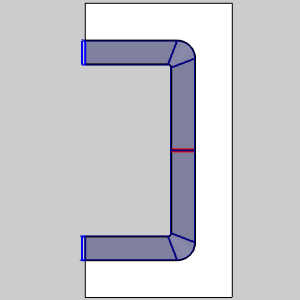
In the CAM Tree, right-click the feature and select Blank/Unblank Toolpath.
The wirepath is hidden. -
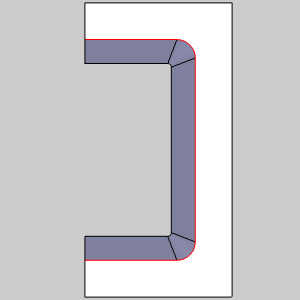
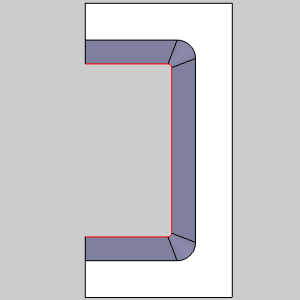
Click each operation in the feature to view the path for that specific operation. In the rough, you will notice our stop point is noted with red section.
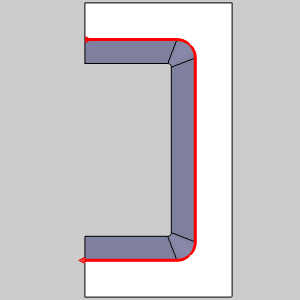
| Rough Pass | Skim Pass |
|
|
|
This is the desired result.
This completes the tutorial.