





Post Block Reference : Prefix Blocks
Introduction
In this topic we will cover each of the default post blocks in the Mill post processor. The purpose and use of each block will be explained. It is important to know that the description or name of the block may differ from post processor to post processor as the name (the text to the right of the post block number) is not used by the post processor engine, and is simply a reference to aid in understanding the purpose of the block.
The post blocks are organized by numeric sequence. This post blocks themselves may or may not be in numeric sequence in a post processor.
Prefix Blocks
Block 605. Spindle Speed Prefix?
This block defines the string prefix value to be used with the spindle speed variables.
Posting Variables Applied To:
Block 606. Feedrate Prefix?
This block defines the string prefix value to be used with the feedrate variables.
Posting Variables Applied To:
Block 607. Dwell Prefix?
This block defines the string prefix value to be used with the dwell variables.
Posting Variables Applied To:
Block 609. Maximum Spindle Speed Prefix?
This block defines the string prefix value to be used with the maximum spindle speed variable.
Posting Variables Applied To: smax
Block 610. Miscellaneous End Of File String? (Deprecated)
This block is currently not in use.
Block 613. Pattern Contour Sub Program Start Code? (Deprecated)
This block is currently not in use.
This block is used with post variable "pattern_contour_sub_start" but is no longer in use.
Block 614. Inch Mode Machining?
This block defines the string value to be used to set the machine in Inch machining mode. This code is output from the following posting variables:
Posting Variables Applied To:
- inch_mode
- measure_mode - When units are to output in Inch
- measurement - When units are to output in Inch
Block 615. Metric Mode Machining?
This block defines the string value to be used to set the machine in metric machining mode. This code is output from the following posting variables:
Posting Variables Applied To:
- metric_mode
- measure_mode - When units are to output in Metric
- measurement - When units are to output in Metric
Block 620. Absolute Coordinates?
This block defines the string value to be used to set the machine in Absolute coordinate measure mode. This code is output from the following posting variables:
Posting Variables Applied To:
- absolute_coord
- movement_mode - When units are to output in Absolute
IMPORTANT NOTE: For post processors that use the "movement_mode" posting variable, the setting for Absolute/Incremental found on the Current Settings > Posting Page will determine which mode is output for the coordinates in the NC file. If the post processor uses the "incremental_coord" or "absolute_coord" posting variables the posting engine will output the coordinates in the corresponding mode.
Block 621. Incremental Coordinates?
This block defines the string value to be used to set the machine in Incremental coordinate measure mode. This code is output from the following posting variables:
Posting Variables Applied To:
- incremental_coord
- movement_mode - When units are to output in Incremental
IMPORTANT NOTE: For post processors that use the "movement_mode" posting variable, the setting for Absolute/Incremental found on the Current Settings > Posting Page will determine which mode is output for the coordinates in the NC file. If the post processor uses the "incremental_coord" or "absolute_coord" posting variables the posting engine will output the coordinates in the corresponding mode.
Block 622. Coordinate Zero Set?
This block defines the string value to be used to set the machine in a temporary coordinate system (G92 on Fanuc). Posting variable: "zero_set" will call and output this block. The posting variables: zero_set_xp_yp" and "zero_set_xr_yr" will use this block as a prefix string.
Block 625. End Of File?
This block defines the string value to be used to set the end of file for the machine. This is commonly used to output "M02" or "M00" for Fanuc based controllers. The posting variable associated with this string is below:
Posting Variables Applied To:
Block 626. Program Stop?
This block defines the string value to be used to signal a program stop to the CNC controller. A program stop is a code that will stop the machine regardless of the setting for block skip on the CNC control. Commonly "M00" on Fanuc based CNC controllers.
Posting Variables Applied To:
Block 627. Optional Stop?
This block defines the string value to be used to signal a program optional stop to the CNC controller. An optional stop is a code that will stop the machine if the block skip option on the CNC control is turned off. Commonly "M01" on Fanuc based CNC controllers.
Posting Variables Applied To:
Block 628. Sub Program Call?
This block defines the string value to be used to specify the sub program call function on the CNC controller. This is an "M98" code on most Fanuc based CNC controllers.
Posting Variables Applied To:
Block 629. Sub Program Return?
This block defines the string value to be used to specify the sub program return function on the CNC controller. This is an "M99" code on most Fanuc based CNC controllers.
Posting Variables Applied To:
Block 630. Comment Start?
This block defines the string value to be used to specify the start of a comment on the CNC controller.
Posting Variables Applied To:
Block 631. Comment End?
This block defines the string value to be used to specify the end of a comment on the CNC controller.
Posting Variables Applied To:
Block 639. Cancel Cutter Compensation?
This block defines the string value to be used to cancel cutter diameter compensation at the CNC Controller. Commonly "G40" for Fanuc based CNC controllers.
Posting Variables Applied To:
- g_code_cc - Based on location in cut.
- cancel_offset
- force_cancel_offset
Block 640. Prefix For Arc Z Center?
This block defines the string value to be used as the prefix for the Z axis arc center definition in the NC code. Commonly "K" for Fanuc based CNC controllers.
Posting Variables Applied To:
- zcenter
- arc_center - When the arc move requires a Z axis component.
Block 641. Prefix For Radius Values?
This block defines the string value to be used as the prefix for the radius value output mode for arc center definitions. The arc center definition to be used by the posting engine is defined on post question: 222.
Posting Variables Applied To:
- rcenter
- arc_center - When the arc mode is set to radius output on post question: 222
Block 642. Prefix For Arc X Center?
This block defines the string value to be used as the prefix for the X axis arc center definition in the NC code. Commonly "I" for Fanuc based CNC controllers.
Posting Variables Applied To:
- xcenter
- arc_center - When the arc move requires a Z axis component.
Block 643. Prefix For Arc Y Center?
This block defines the string value to be used as the prefix for the Y axis arc center definition in the NC code. Commonly "J" for Fanuc based CNC controllers.
Posting Variables Applied To:
- ycenter
- arc_center - When the arc move requires a Y axis component.
Block 645. Sub Program Prefix?
This block defines the string value to be used as the prefix for sub program number in the NC file. On Fanuc based CNC controllers this is commonly a "O" character.
Posting Variables Applied To:
Block 646. Machine Maker?
This block defines the string value to be used to define and output the machine maker in header comments.
Posting Variables Applied To:
Block 647. Machine Model?
This block defines the string value to be used to define and output the machine model in header comments.
Posting Variables Applied To:
Block 648. Part Height Prefix? (Deprecated)
This block is currently not in use.
Block 649. Reference Plane Prefix?
This block defines the string value to be used for the prefix of the Reference Plane output in the NC file for canned drilling cycles.
Posting Variables Applied To:
Block 650. Cutter Compensation Left Code?
This block defines the string value to be used to enable cutter diameter compensation Left on the CNC controller. On Fanuc based CNC Controllers this is a "G41" command.
Posting Variables Applied To:
- g_code_cc - Outputs depending on the state of compensation setting and location on path.
Block 651. Cutter Compensation Right Code?
This block defines the string value to be used to enable cutter diameter compensation Right on the CNC controller. On Fanuc based CNC Controllers this is a "G42" command.
Posting Variables Applied To:
- g_code_cc - Outputs depending on the state of compensation setting and location on path.
Block 652. Machine Coordinate Code?
This block defines the string value to be used to enable machine coordinate mode on the CNC controller. On Fanuc based CNC Controllers this is a "G53" command.
Posting Variables Applied To:
Block 653. Machine Home Code?
This block defines the string value to be used to enable machine home code on the CNC controller. On Fanuc based CNC Controllers this is a "G28" command.
Posting Variables Applied To:
Block 654. Toolchange Code?
This block defines the string value to be used to enact a tool change on the CNC controller. On Fanuc based CNC Controllers this is a "M06" command.
Posting Variables Applied To:
Block 655. Gcode For Dwell?
This block defines the string value to be used to perform a Dwell command on the CNC controller. On Fanuc based CNC Controllers this is a "G04" command.
Posting Variables Applied To:
Block 656. Block Delete?
This block defines the string value to be used for the block delete character on the CNC controller. On Fanuc based CNC Controllers this is a "/" command.
Posting Variables Applied To:
Block 658. Sub Program Call Sub Number Prefix?
This block defines the string value to be used to define the sub program number that is output on the sub program call line. This prefix needs to be set as needed by the CNC controller.
Posting Variables Applied To:
Block 659. Add These Characters To The End Of Each Line?
This block defines the string value to be added to the end of every single line in the NC file, including comments. These characters are normally used to indicate end of line to the CNC controller.
Block 670. Spindle Forward (CW) String?
This block defines the string value to be used to turn on the spindle in the clockwise direction on the CNC controller. On Fanuc based CNC Controllers this is a "M03" command.
Posting Variables Applied To:
- spindle_on - Outputs depending on the state and direction of the spindle.
Block 671. Spindle Reverse (CCW) String?
This block defines the string value to be used to turn on the spindle in the counter-clockwise direction on the CNC controller. On Fanuc based CNC Controllers this is a "M04" command.
Posting Variables Applied To:
- spindle_on - Outputs depending on the state and direction of the spindle.
Block 672. Spindle Off String?
This block defines the string value to be used to turn off the spindle on the CNC controller. On Fanuc based CNC Controllers this is a "M05" command.
Posting Variables Applied To:
- spindle_on - Outputs depending on the state and direction of the spindle.
- spindle_off
Block 673. Coolant ON (Flood) String?
This block defines the string value to be used to turn on flood type coolant on the CNC controller. On Fanuc based CNC Controllers this is a "M08" command.
Posting Variables Applied To:
- coolant_on - Outputs this string when coolant type is set to Flood type in operation
Block 674. Coolant Off String?
This block defines the string value to be used to turn off the coolant on the CNC controller. On Fanuc based CNC Controllers this is a "M09" command. This off command is used for all coolant types set in the operations. If you need custom coolant off command for a specific coolant type the logic must be scripted.
Posting Variables Applied To:
Block 675. First Peck Prefix?
This block defines the string value to be used as the prefix for the first peck value that is output for a canned drilling cycle.
Posting Variables Applied To:
Block 676. Peck Drill Prefix?
This block defines the string value to be used to define the peck drill peck amount that is output for canned drilling cycles.
Posting Variables Applied To:
Block 677. Drill Depth Prefix?
This block defines the string value to be used for the prefix of the drilling depth output from a drill canned cycle.
Posting Variables Applied To:
Block 678. Diameter Offset Prefix?
This block defines the string value to be used as the prefix for the diameter offset register output. On Fanuc CNC controllers this is commonly a "D" prefix.
Posting Variables Applied To:
Block 679. Cancel Drilling Canned Cycle?
This block defines the string value to be used to cancel drilling canned cycles on the CNC controller. On Fanuc based CNC controllers this is commonly the "G80" command.
Posting Variables Applied To:
Block 680. G Code For Rapid Move?
This block defines the string value to be used to command a move at rapid motion on the CNC controller. On Fanuc CNC controllers this is commonly a "G00" command.
Posting Variables Applied To:
Block 681. G Code for Feed Move?
This block defines the string value to be used to command a move at feed rate on the CNC controller. On Fanuc CNC controllers this is commonly a "G01" command.
Posting Variables Applied To:
Block 682. G Code for Arc CW?
This block defines the string value to be used to command a move using circular motion in the clockwise direction. On Fanuc CNC controllers this is commonly a "G02" command.
Posting Variables Applied To:
Block 683. G Code for Arc CCW?
This block defines the string value to be used to command a move using circular motion in the counter-clockwise direction. On Fanuc CNC controllers this is commonly a "G03" command.
Posting Variables Applied To:
Block 684. Prefix For X Move?
This block defines the string value to be used as the prefix for X axis coordinate position output.
Posting Variables Applied To:
- xr
- xh
- prev_x
- x_f
- rotary_xy_f - for the X axis component.
- x_angle
- xr_transform
- initpos_x
- initpos_nocomp_x
- initpos_zcomp_x
- initpos_hybridcomp_x
- initpos_tcp_x
- API - MILL_MakeXString(double)
Block 685. Prefix For Y Move?
This block defines the string value to be used as the prefix for Y axis coordinate position output.
Posting Variables Applied To:
- yr
- prev_y
- y_f
- rotary_xy_f - for the Y axis component.
- y_angle
- yr_transform
- API - MILL_MakeYString(double)
Block 686. Prefix For Z Move?
This block defines the string value to be used as the prefix for Z axis coordinate position output.
Posting Variables Applied To:
- API - MILL_MakeZString(double)
Block 687. Prefix For Drill Canned Cycle Feed Rate?
This block defines the string value to be used as the prefix for canned drilling cycle feedrate value.
Posting Variables Applied To:
Block 688. Prefix For Tool Length Offset?
This block defines the string value to be used as the prefix the tool length offset register value output in the NC file.
Posting Variables Applied To:
Block 689. Prefix For Initial Plane?
This block defines the string value to be used as the prefix for the initial plane value for canned drilling cycles.
Posting Variables Applied To:
Block 690. Prefix For X Rotation Move?
This block defines the string value to be used as the prefix the rotation move values where the rotation is about the X axis.
Posting Variables Applied To:
Block 691. Prefix For XY Machining Plane?
This block defines the string value to be used as the command to put the machine in XY machining plane. For most CNC controllers this is referred to as the "XY Plane" or the "G17" Plane. The setting for this block is usually "G17"
Posting Variables Applied To:
Block 692. Prefix For XZ Machining Plane?
This block defines the string value to be used as the command to put the machine in XZ machining plane. For most CNC controllers this is referred to as the "XZ Plane" or the "G18" Plane. The setting for this block is usually "G18"
Posting Variables Applied To:
Block 693. Prefix For YZ Machining Plane?
This block defines the string value to be used as the command to put the machine in YZ machining plane. For most CNC controllers this is referred to as the "YZ Plane" or the "G19" Plane. The setting for this block is usually "G19"
Posting Variables Applied To:
Block 694. Prefix For Y Rotation Move?
This block defines the string value to be used as the prefix the rotation move values where the rotation is about the Y axis.
Posting Variables Applied To:
Block 695. Prefix For Tapping Feedrate?
This block defines the string value to be used as the prefix the feedrate for the tapping canned cycle output.
Posting Variables Applied To:
Block 696. Prefix For Tapping Spindle Speed?
This block defines the string value to be used as the prefix the spindle speed that is output using the specific variable for tapping.
Posting Variables Applied To:
Block 697. Prefix For Threads Per Inch
This block defines the string value to be used as the prefix the threads per inch value output. This value is only available in tapping canned cycles in milling post processors.
Posting Variables Applied To:
Block 698. Prefix For Thread Lead
This block defines the string value to be used as the prefix the threads lead value(Thread Pitch) output. This value is only available in tapping canned cycles in milling post processors.
Posting Variables Applied To:
Block 699. Prefix For Tool Angle
This block defines the string value to be used as the prefix the tool angle value output. Only applies to drill tip angles, taper tools...etc
Posting Variables Applied To:
Block 700. Prefix For Tool Corner Radius
This block defines the string value to be used as the prefix when outputting the tool corner radius value. This value is available for tool like Ball Endmill, Bull Endmill, T Cutter..etc.
Posting Variables Applied To:
Block 701. Prefix For Tool Type?
This block defines the string value to be used as the prefix when outputting the tool type.
Posting Variables Applied To:
Block 702. Prefix For Rotation Axis?
This block defines the string value to be used as the prefix when outputting the rotation axis. This was used for the Predator header output in legacy systems.
Posting Variables Applied To:
Block 703. Prefix For Rotary Stock Diameter?
This block defines the string value to be used as the prefix when outputting the rotary stock diameter. This was used for the Predator header output in legacy systems.
Posting Variables Applied To:
Block 704. Prefix For Rotary Stock Length?
This block defines the string value to be used as the prefix when outputting the rotary stock length. This was used for the Predator header output in legacy systems.
Posting Variables Applied To:
Block 705. Prefix For Z Feed Rate?
This block defines the string value to be used as the prefix when outputting the feedrate for Z axis plunge moves being output from post block 51.
Posting Variables Applied To:
Block 706. Coolant Mist Code?
This block defines the string value to be used to turn on coolant when set to the Mist option in the UI.
Posting Variables Applied To:
- coolant_on
- coolant_off - this variable outputs the standard coolant off command for all coolant types.
Block 707. Coolant Air Code?
This block defines the string value to be used to turn on coolant when set to the Air option in the UI.
Posting Variables Applied To:
- coolant_off - this variable outputs the standard coolant off command for all coolant types.
Block 708. Coolant Oil Code?
This block defines the string value to be used to turn on coolant when set to the Oil option in the UI.
Posting Variables Applied To:
- coolant_off - this variable outputs the standard coolant off command for all coolant types.
Block 710. Primary Rotary CW Direction Code?
This block defines the string value to be used to define rotary rotation of the primary axis in the clockwise direction.
Posting Variables Applied To:
- primary_rotary_direction - This variable will only output this defined string when the post question: 440 is set to a value of 0
Block 711. Primary Rotary CCW Direction Code?
This block defines the string value to be used to define rotary rotation of the primary axis in the counter-clockwise direction.
Posting Variables Applied To:
- primary_rotary_direction - This variable will only output this defined string when the post question: 440 is set to a value of 0
Block 712. Secondary Rotary CW Direction Code?
This block defines the string value to be used to define rotary rotation of the secondary axis in the clockwise direction.
Posting Variables Applied To:
- secondary_rotary_direction - This variable will only output this defined string when the post question: 440 is set to a value of 0
Block 713. Secondary Rotary CCW Direction Code?
This block defines the string value to be used to define rotary rotation of the secondary axis in the counter-clockwise direction.
Posting Variables Applied To:
- secondary_rotary_direction - This variable will only output this defined string when the post question: 440 is set to a value of 0
Block 714. Inverse Feed Rate Machining Code?
This block defines the string value to be used to set the CNC controller into the Inverse Time feedrate mode. On Fanuc based CNC controllers this is commonly the "G93" command.
Posting Variables Applied To:
- feed_mode_inv
- feed_mode - This variable will automatically switch between UPM and Inverse Time feedrates based on the current motion type. (See postblock 441 for more details)
Block 715. Feed Per Minute Machining Code?
This block defines the string value to be used to set the CNC controller into the Feed Per Minute machining feedrate mode. On Fanuc based CNC controllers this is commonly the "G94" command.
Posting Variables Applied To:
- feed_mode_upm
- feed_mode - This variable will automatically switch between UPM and Inverse Time feedrates based on the current motion type. (See postblock 441 for more details)
- tap_feed_mode - This variable will output UPM or UPR based on the postblock setting on postblock: 427
Block 716. Primary Rotary Axis Clamp On?
This block defines the string value to be used to turn on the clamping for the primary rotary axis on the machine tool. Rotary clamping codes will only be output if the postblock question: 274 is set to a value of 1.
Posting Variables Applied To:
Block 717. Primary Rotary Axis Clamp OFF?
This block defines the string value to be used to turn off the clamping for the primary rotary axis on the machine tool. Rotary clamping codes will only be output if the postblock question: 274 is set to a value of 1.
Posting Variables Applied To:
Block 718. Secondary Rotary Axis Clamp On?
This block defines the string value to be used to turn on the clamping for the secondary rotary axis on the machine tool. Rotary clamping codes will only be output if the postblock question: 274 is set to a value of 1.
Posting Variables Applied To:
Block 719. Secondary Rotary Axis Clamp OFF?
This block defines the string value to be used to turn off the clamping for the secondary rotary axis on the machine tool. Rotary clamping codes will only be output if the postblock question: 274 is set to a value of 1.
Posting Variables Applied To:
Block 720. RTCP Code On?
This block defines the string value to be used to turn on the RTCP function on the CNC controller. RTCP is also know as: TCP, RTCP, TCPC, TPC, Traori, G43.4, G48 S and more.
Posting Variables Applied To:
Block 721. RTCP Code Off?
This block defines the string value to be used to turn off the RTCP function on the CNC controller. RTCP is also know as: TCP, RTCP, TCPC, TPC, Traori, G43.4, G48 S and more.
Posting Variables Applied To:
Block 722. Primary Rotary Prefix String
This block defines the string value to be used as the prefix for primary rotary axis position output.
Posting Variables Applied To:
- primary_rotary_angle_output
- p_rot
- initpos_prot
- initpos_nocomp_prot
- initpos_zcomp_prot
- initpos_hybridcomp_prot
- initpos_tcp_prot
- initpos_origintracking_prot
Block 723. Secondary Rotary Prefix String
This block defines the string value to be used as the prefix for secondary rotary axis position output.
Posting Variables Applied To:
- initpos_srot
- initpos_nocomp_srot
- initpos_zcomp_srot
- initpos_hybridcomp_srot
- initpos_tcp_srot
- initpos_origintracking_srot
Block 724. Third Rotary Prefix String?
This block defines the string value to be used as the prefix for third rotary axis position output. (Currently never used)
Posting Variables Applied To:
- initpos_trot
- initpos_nocomp_trot
- initpos_zcomp_trot
- initpos_hybridcomp_trot
- initpos_tcp_trot
- initpos_origintracking_trot
Block 725. Rotary Forward Direction String?
This block defines the string value to be used as the sign to indicate a forward rotation direction for the rotary axes.
Posting Variables Applied To:
Block 726. Rotary Reverse Direction String?
This block defines the string value to be used as the sign to indicate a reverse rotation direction for the rotary axes.
Posting Variables Applied To:
Block 727. Retract To Initial Position?
This block defines the string value to be used to command the CNC controller to retract during a canned drilling cycle to the initial position. The posting variable defined below will only output when post question: 516 is set to a value of "y".
Posting Variables Applied To:
Block 728. Retract To R Plane?
This block defines the string value to be used to command the CNC controller to retract during a canned drilling cycle to the R plane position. The posting variable defined below will only output when post question: 516 is set to a value of "y".
Posting Variables Applied To:
Block 729. Feed Mode UPR Code?
This block defines the string value to be used to command the CNC controller to process the feedrate at Feed Per Revolution mode. Commonly used for Rigid Tapping.
Posting Variables Applied To:
- feed_mode_upr
- tap_feed_mode - This variable will output UPM or UPR based on the setting of post question: 427
Block 730. Origin Tracking On Code?
This block defines the string value to be used to command the CNC controller to enable Origin Tracking, also know as DWO(Haas).
Posting Variables Applied To:
Block 731. Origin Tracking Off Code?
This block defines the string value to be used to command the CNC controller to disable Origin Tracking, also know as DWO(Haas).
Posting Variables Applied To:
Block 733. Prefix for Helix Total Angle?
This block defines the string value to be used to set the total angle of the helical move when post question 560. Allow Multiple Revolution Helical Move? is set to Y. This block was added to BobCAD-CAM V36 and BobCAM for SOLIDWORKS V11.
Block 734. Prefix for Helix Pitch?
This block defines the string value to be used to set the pitch of the helical move when post question 560. Allow Multiple Revolution Helical Move? is set to Y. This block was added to BobCAD-CAM V36 and BobCAM for SOLIDWORKS V11.
Block 750. Laser Plasma Waterjet Cutter Width Prefix?
This block defines the string value to be used as the prefix for the cutter width output variable defined below.
Posting Variables Applied To:
Block 751. Laser Plasma Waterjet Pierce Height Z Location Prefix?
This block defines the string value to be used as the command for the pierce height Z axis location output through the pierce height variable defined below.
Posting Variables Applied To:
Block 752. Laser Plasma Waterjet Cutter On Code?
This block defines the string value to be used as the command for the cutter on code output through the variable defined below.
Posting Variables Applied To:
- lpw_cutter_on_off - This variable does not automatically switch between ON/OFF as the NC profile is output. This variable simply outputs the state of the button for Cutter ON found in the UI on the tool page.
- lpw_cutter_on
Block 753. Laser Plasma Waterjet Cutter Off Code?
This block defines the string value to be used as the command for the cutter off code output through the variable defined below.
Posting Variables Applied To:
- lpw_cutter_on_off - This variable does not automatically switch between ON/OFF as the NC profile is output. This variable simply outputs the state of the button for the option found in the UI on the tool page.
- lpw_cutter_off
Block 760. Laser Plasma Waterjet Gas Assist On?
This block defines the string value to be used as the command for the gas assist on code output through the variable defined below.
Posting Variables Applied To:
- lpw_gas_assist_on_off - This variable does not automatically switch between ON/OFF as the NC profile is output. This variable simply outputs the state of the button for Gas Assist option found in the UI on the tool page.
- lpw_gas_assist_on
Block 761. Laser Plasma Waterjet Gas Assist Off?
This block defines the string value to be used as the command for the gas assist off code output through the variable defined below.
Posting Variables Applied To:
- lpw_gas_assist_on_off - This variable does not automatically switch between ON/OFF as the NC profile is output. This variable simply outputs the state of the button for Gas Assist option found in the UI on the tool page.
- lpw_gas_assist_off
Block 762. Laser Plasma Waterjet Gas Assist With Air?
This block defines the string value to be used as the command for the gas assist with air code output through the variable defined below.
Posting Variables Applied To:
- lpw_gas_assist_type - This variable outputs the selected option set on the tool page of the UI.
- MILL_GetLPWGetGassAssistAirString()
Block 763. Laser Plasma Waterjet Gas Assist With Oxygen?
This block defines the string value to be used as the command for the gas assist with oxygen code output through the variable defined below.
Posting Variables Applied To:
- lpw_gas_assist_type - This variable outputs the selected option set on the tool page of the UI.
- MILL_GetLPWGetGassAssistOxygenString()
Block 764. Laser Plasma Waterjet Gas Assist With Oxyacetylene?
This block defines the string value to be used as the command for the gas assist with oxyacetylene code output through the variable defined below.
Posting Variables Applied To:
- lpw_gas_assist_type - This variable outputs the selected option set on the tool page of the UI.
- MILL_GetLPWGetGassAssistOxyacetyleneString()
Block 765. Laser Plasma Waterjet Shutter Open?
This block defines the string value to be used as the command for the shutter open output through the variable defined below.
Posting Variables Applied To:
- lpw_shutter_open_closed - This variable outputs the selected option set on the tool page of the UI
- lpw_shutter_open
Block 766. Laser Plasma Waterjet Shutter Closed?
This block defines the string value to be used as the command for the shutter closed output through the variable defined below.
Posting Variables Applied To:
- lpw_shutter_open_closed - This variable outputs the selected option set on the tool page of the UI
- lpw_shutter_closed
Block 767. Laser Plasma Waterjet Pulse Frequency Prefix?
This block defines the string value to be used as the prefix for the pulse frequency output through the variable defined below.
Posting Variables Applied To:
Block 768. Laser Plasma Waterjet Power Setting Prefix?
This block defines the string value to be used as the prefix for the power setting output through the variable defined below.
Posting Variables Applied To:
Block 769. Laser Plasma Waterjet Torch Height Control Prefix?
This block defines the string value to be used as the prefix for the Torch Height Control output through the variable defined below.
Posting Variables Applied To:
Block 780. Waterjet Abrasive On?
This block defines the string value to be used as the code to turn on the waterjet abrasive. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_abrasive_on_off - This variable will output on or off based on the status of the option on the tool UI page in the operation.
- lpw_waterjet_abrasive_on
Block 781. Waterjet Abrasive Off?
This block defines the string value to be used as the code to turn off the waterjet abrasive. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_abrasive_on_off - This variable will output on or off based on the status of the option on the tool UI page in the operation.
- lpw_waterjet_abrasive_off
Block 782. Waterjet Vacuum Assist On?
This block defines the string value to be used as the code to turn on the waterjet Vacuum Assist. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_vacuum_assist_on_off - This variable will output on or off based on the status of the option on the tool UI page in the operation.
- lpw_waterjet_vacuum_assist_on
Block 783. Waterjet Vacuum Assist Off?
This block defines the string value to be used as the code to turn off the waterjet Vacuum Assist. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_vacuum_assist_on_off - This variable will output on or off based on the status of the option on the tool UI page in the operation.
- lpw_waterjet_vacuum_assist_off
Block 784. Waterjet Pressure Low?
This block defines the string value to be used as the code to set the waterjet pressure to Low. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_pressure_type - This variable will output on or off based on the status of the option on the tool UI page in the operation.
Block 785. Waterjet Pressure Medium?
This block defines the string value to be used as the code to set the waterjet pressure to Medium. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_pressure_type - This variable will output on or off based on the status of the option on the tool UI page in the operation.
Block 786. Waterjet Pressure High?
This block defines the string value to be used as the code to set the waterjet pressure to High. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_pressure_type - This variable will output on or off based on the status of the option on the tool UI page in the operation.
Block 800. Standard Drilling Cycle No Dwell?
This block defines the string value to be used as the code to command the standard drill canned cycle with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G81" command.
Posting Variables Applied To:
Block 801. Peck Drilling Cycle No Dwell?
This block defines the string value to be used as the code to command the peck drill canned cycle with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G83" command.
Posting Variables Applied To:
Block 802. High Speed Peck Drilling Cycle No Dwell?
This block defines the string value to be used as the code to command the high speed peck drill canned cycle (also called chip break cycle) with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G73" command.
Posting Variables Applied To:
Block 803. Tapping Cycle No Dwell?
This block defines the string value to be used as the code to command the tapping canned cycle with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G84" command.
Posting Variables Applied To:
Block 804. Boring Cycle #1 No Dwell?
This block defines the string value to be used as the code to command the boring cycle # 1 with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G85" command.
Posting Variables Applied To:
Block 805. Boring Cycle #2 No Dwell?
This block defines the string value to be used as the code to command the boring cycle # 2 with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G86" command.
Posting Variables Applied To:
Block 806. Back Boring Cycle No Dwell?
This block defines the string value to be used as the code to command the back boring cycle with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G87" command.
Posting Variables Applied To:
Block 807. Left Hand Tapping Cycle No Dwell?
This block defines the string value to be used as the code to command the left hand tapping canned cycle with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G74" command.
Posting Variables Applied To:
Block 808. Fine Boring Cycle No Dwell? (Deprecated)
This block is currently not in use.
Block 809. Hole Making Cycle No Dwell? (Deprecated)
This block is currently not in use.
Block 810. Hole Making Cycle No Dwell? (Deprecated)
This block is currently not in use.
Block 811. Hole Making Cycle No Dwell? (Deprecated)
This block is currently not in use.
Block 820. Standard Drilling Cycle With Dwell?
This block defines the string value to be used as the code to command the standard drilling canned cycle with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G82" command.
Posting Variables Applied To:
Block 821. Peck Drilling Cycle With Dwell?
This block defines the string value to be used as the code to command the peck drilling canned cycle with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G83" command.
Posting Variables Applied To:
Block 822. High Speed Peck Drilling Cycle With Dwell?
This block defines the string value to be used as the code to command the high speed peck drilling canned cycle with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G73" command.
Posting Variables Applied To:
Block 823. Tapping Cycle With Dwell?
This block defines the string value to be used as the code to command the tapping canned cycle with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G84" command.
Posting Variables Applied To:
Block 824. Boring Cycle #1 With Dwell?
This block defines the string value to be used as the code to command the boring cycle #1 with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G88" command.
Posting Variables Applied To:
Block 825. Boring Cycle #2 With Dwell?
This block defines the string value to be used as the code to command the boring cycle #2 with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G89" command.
Posting Variables Applied To:
Block 826. Back Boring Cycle With Dwell?
This block defines the string value to be used as the code to command the back boring cycle with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G77" command.
Posting Variables Applied To:
Block 827. Left Hand Tapping With Dwell?
This block defines the string value to be used as the code to command the left hand tapping with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G74" command.
Posting Variables Applied To:
Block 828. Fine Boring Cycle With Dwell? (Deprecated)
This block is currently not in use.
Block 829. Hole Making Cycle With Dwell?? (Deprecated)
This block is currently not in use.
Block 830. Hole Making Cycle With Dwell?? (Deprecated)
This block is currently not in use.
Block 831. Hole Making Cycle With Dwell?? (Deprecated)
This block is currently not in use.
Block 840 thru 859. Coolant 1- 10 On/Off codes?
Job Type:
- Mill
- Lathe
Many machines these days have multiple coolant options that can be enabled at once and every manufacturer likes to handle their own coolant On and Off codes a little differently. To meet such requirements, BobCAD natively supports up to 10 coolant On and Off codes to be optionally used.
The Post blocks from 840 thru 859 define the Coolant On/Off Mcodes. These Post questions are to be used in the Mill and Lathe jobs. For MillTurn the Post blocks 20X40 to 20X59 need to be used for each tool device. Here is an example of On/Off codes for a Haas control(Mill) defined in the Post questions from 840 thru 859.
840. Coolant 1 ON code? "M08" //Coolant On
841. Coolant 2 ON code? "M07" //Shower Coolant On
842. Coolant 3 ON code? "M73" //Tool Air Blast On
843. Coolant 4 ON code? "M83" //Auto Air Gun On
844. Coolant 5 ON code? "M88" //Thru-Spindle Coolant On
850. Coolant 1 OFF code? "M09" //Coolant Off
851. Coolant 2 OFF code? "M74" //Tool Air Blast Off
852. Coolant 3 OFF code? "M84" //Auto Air Gun Off
853. Coolant 4 OFF code? "M89" //Thru-Spindle Coolant Off
To use the multiple coolant options, the "use of customized coolant options" present on the "Machine parameters" dialog of the current settings page must be enabled.
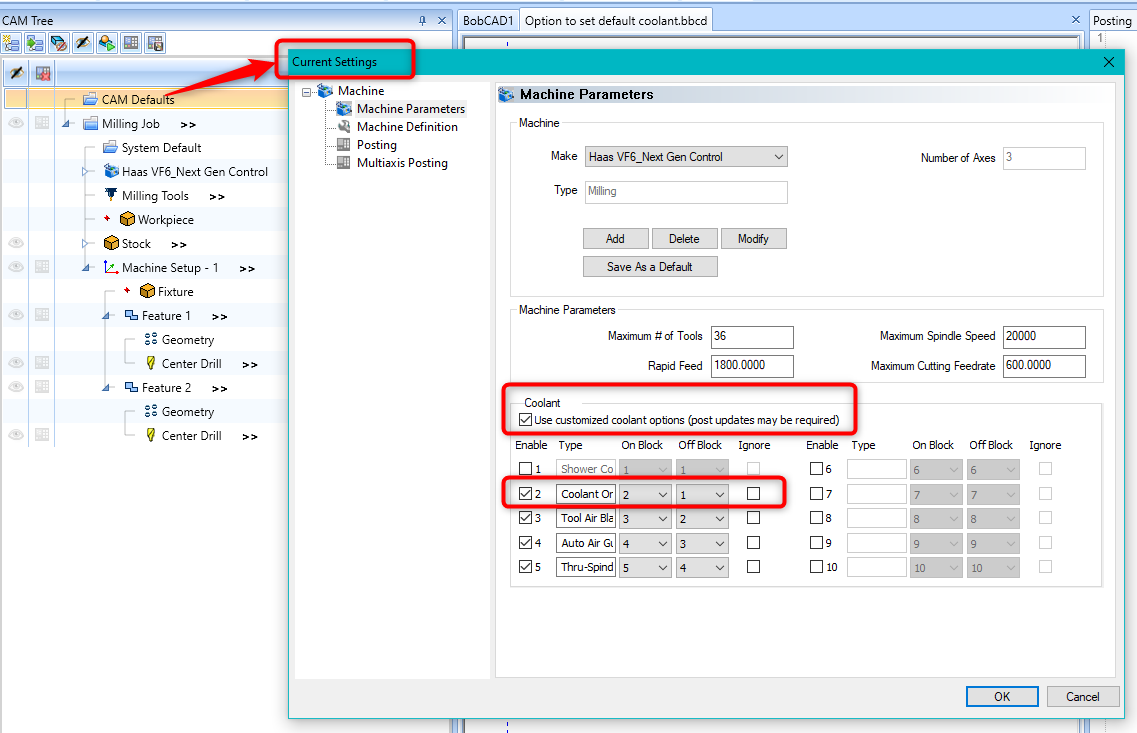
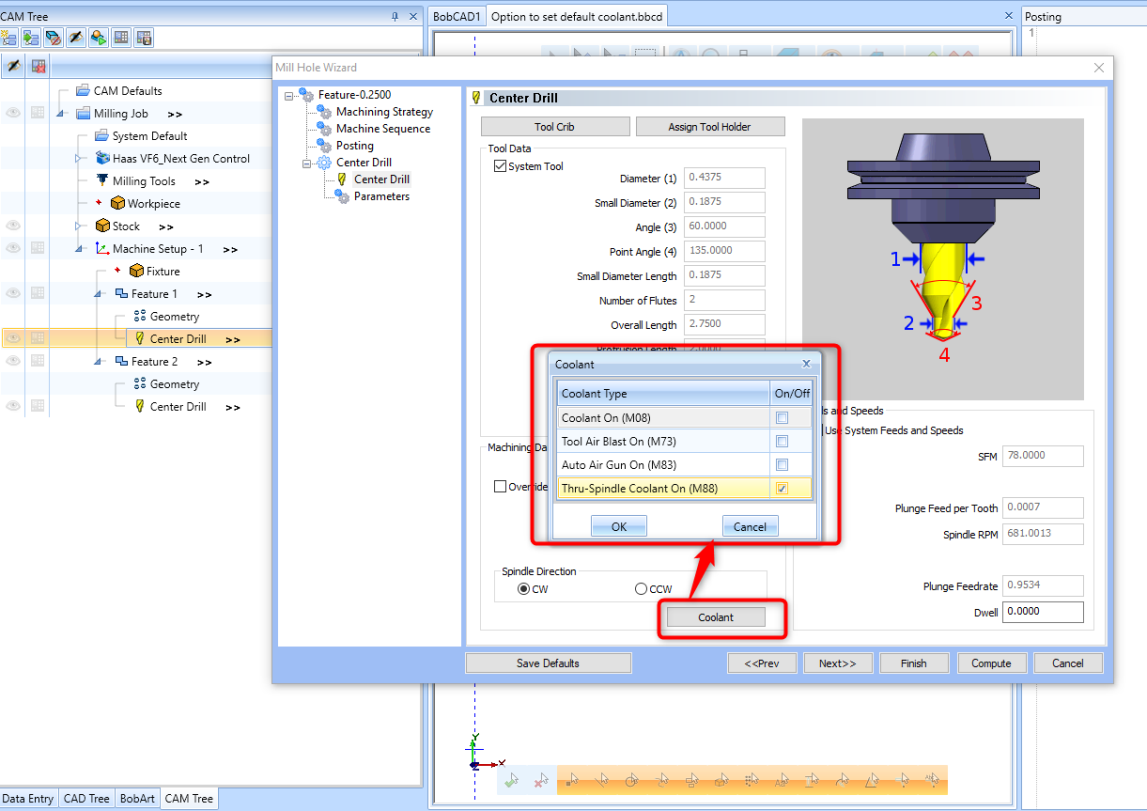
The coolant name entered under the "Type" text box will be displayed in the coolant dialog box on the tools page when a coolant button is clicked. From the available list of coolants, one or multiple coolants can be turned On by checking the box adjacent to the coolant. The coolant values(Mcodes) are used from the values defined in the Post questions from 840 thru 859.
While using multiple coolant option, the M-codes output can be controlled either to be Post all the M-codes in single line or Post individual M-code in its own line by using the post question 229.
Block 900 thru Block 999. Work Shift Commands?
This block defines the work shift/work coordinate command that is output into the NC program based on the Work Offset option defined on the posting page of the machining operation in the Feature Wizard. The selected work offset value is output into the NC program using the variable defined below.
Posting Variables Applied To:
- work_coord - This variable outputs the selected work offset in the operations parameters in the UI.
- work_coord_1 through work_coord_99 - These variables directly call a specific work offset command defined on the specific post block defined (900-999)
Block 1002. Lathe - Start of Program With Turning Cycles
This postblock is used to output the 1st tool and any startup commands that may be desired at the beginning of an NC program. This block is only ever called 1 time at the beginning of an NC program. This block where the following should happen:
- Initialize the 1st tool and tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
- Mill Turn
Block 1003. Lathe - Tool Change For Turning Cycles
This postblock is used to output the codes required to complete the toolchange on the machine tool. Also in this block the initial position is established and the starting of spindles and coolant
- Initialize the tool and tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
- Mill Turn
Block 1004. Lathe - Next Operation Same Tool Turning
This postblock is used to output the codes required to change machining operations yet continue using the same active tool. In this block the initial position of the new operation is established and any changes of spindles and coolant options need to be output
- re-initialize tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
- Mill Turn
Block 1006. Lathe - Next Operation Same Tool Facing
This postblock is used to output the codes required to change machining operations yet continue using the same active tool. In this block the initial position of the new operation is established and any changes of spindles and coolant options need to be output
- re-initialize tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
- Mill Turn
Block 1007. Lathe - Same Operation Same Tool Turning (Deprecated)
This block is not used in post processors V28 and newer!
This postblock is used to transition from one cutting area to another. In this block the position of the new machining area is established and any changes of spindles and coolant options need to be output
- re-initialize tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
Block 1009. Lathe - Same Operation Same Tool Facing (Deprecated)
This block is not used in post processors V28 and newer!
This postblock is used to transition from one cutting area to another. In this block the position of the new machining area is established and any changes of spindles and coolant options need to be output
- re-initialize tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
Block 1019. Lathe End Of Operation
This postblock is used to output any codes necessary at the end of a lathe operation. This block has been replaced by the following blocks:
- 1197 - End of Operation - Toolchange
- 1198 - End of Operation - No Toolchange
- 1199 - End of Last Operation
Job Type:
- Lathe
- Mill Turn
Block 1020. Lathe - Turning Rapid Move
This postblock is used to output any codes necessary to perform a rapid positioning move for lathe operations (XZ). Necessary codes would include gcodes, and axis positions.
Job Type:
- Lathe
- Mill Turn
Block 1021. Lathe - Turning Feed Move
This postblock is used to output any codes necessary to perform a linear feed positioning move for lathe operations (XZ). This block must include a variable to output a feedrate along with all necessary axis outputs and gcodes for normal operation with standard type posts.
Job Type:
- Lathe
- Mill Turn
Block 1022. Lathe - Turning Dwell
This postblock is used to output a dwell command when used in turning operations.
Job Type:
- Lathe
- Mill Turn
Block 1025. Lathe - Turning Arc Move
This postblock is used to output the necessary code for an arc move. The type of arc output is controlled by post question: 222 and output using the post variable: "arc_center".
Job Type:
- Lathe
- Mill Turn
Block 1026. Lathe - Auto Cancel Cutter Compensation After Last Move
This postblock is used to output the necessary codes to cancel cutter compensation (in machine) after the last feed move. This postblock is only called when post question: 1544 is set to a value of 2.
Job Type:
- Lathe
- Mill Turn
Block 1027. Lathe - Rigid Tapping Start
This postblock is used to output the necessary codes to put the machine into rigid tapping mode for lathe tapping type operations. Lathe tapping type operations means operations where the lathe spindle is used to spin the part against a stationary tool. This block is called by the lathe tapping block 1127, when the post variable "rigid_tapping_start" is used and the post question 1269. is set to a value of "y".
Job Type:
- Lathe
- Mill Turn
Block 1028. Lathe - Rigid Tapping End
This postblock is used to output the necessary codes to take the machine out of rigid tapping mode at the end of lathe tapping type operations. Lathe tapping type operations means operations where the lathe spindle is used to spin the part against a stationary tool. This block is called by the lathe drill cycle cancel block: 1120, when the post variable "rigid_tapping_end" is used and the post question 1269. is set to a value of "y".
Job Type:
- Lathe
- Mill Turn
Block 1058. Lathe - Output Before Any Turning Cutting Cycles
This postblock is used to output any needed codes before any turning type cycles. Example usage would be to turn on coolant.
Job Type:
- Lathe
- Mill Turn
Block 1059. Lathe - Output After Any Turning Cutting Cycles
This postblock is used to output any needed codes after any turning type cycles. Example usage would be to turn off coolant.
Job Type:
- Lathe
- Mill Turn
Block 1060. Lathe - Auto Finish Cycle for G71, G72, G73 For Turning (Canned Finish Cycle)
This postblock is used to output the code to define the canned finishing cycle for lathe turning operations. This cycle will only output from a feature where the Rough Cycle and Finish Cycle exist together, and the posting page Posting Parameters option is set to Canned Cycles. Note that the Roughing and Finishing operations must have matching settings for items like: tool and tool corner radius, lead-in/lead-out values, and rapid parameters.
Job Type:
- Lathe
- Mill Turn
Block 1062. Lathe - Start Of Rough (G71) Turning Cycle (Canned Rough Cycle)
This postblock is used to output the code to define the canned roughing cycle for lathe turning operations. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles. Note that the Roughing and Finishing operations must have matching settings for items like: tool and tool corner radius, lead-in/lead-out values, and rapid parameters for the finish canned cycle to be output.
Job Type:
- Lathe
- Mill Turn
Block 1063. Lathe - End Of Rough (G71) Turning Cycle (Canned Rough Cycle)
This postblock is used to output the code to define the end of the canned roughing cycle for lathe turning operations.
Job Type:
- Lathe
- Mill Turn
Block 1064. Lathe - End Of Rough Turning Separate Moves
This postblock is used to output the code to define the end of the roughing motion output when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1066. Lathe - Start Of Rough (G72) Facing Cycle (Facing Canned Cycle)
This postblock is used to output the code to define the start of the roughing canned cycle output. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles. Note that the Roughing and Finishing operations must have matching settings for items like: tool and tool corner radius, lead-in/lead-out values, and rapid parameters for the finish canned cycle to be output.
Job Type:
- Lathe
- Mill Turn
Block 1067. Lathe - End Of Rough (G72) Facing Cycle (Facing Canned Cycle)
This postblock is used to output the code to define the end of the face roughing motion output when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1068. Lathe - End Of Rough Facing Separate Moves
This postblock is used to output the code to define the end of the face roughing motion output when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1070. Lathe - Start Of Finish (G73) Finish Cycle (Pattern Repeat Canned Cycle)
This postblock is used to output the code to define the start of the finishing canned cycle output for a pattern repeat. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles. Note that the Roughing and Finishing operations must have matching settings for items like: tool and tool corner radius, lead-in/lead-out values, and rapid parameters for the finish canned cycle to be output.
Job Type:
- Lathe
- Mill Turn
Block 1071. Lathe - End Of Finish (G73) Turning Cycle
This postblock is used to output the code to define the end of the face roughing motion output when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1074. Lathe - Start Of Groove (G75) Turning Cycle (OD-ID Groove Canned Cycle)
This postblock is used to output the code to define the start of the OD groove canned cycle output. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles.
Job Type:
- Lathe
- Mill Turn
Block 1075. Lathe - End Of Groove (G75) Turning Cycle (OD-ID Groove Canned Cycle)
This postblock is used to output any code to output at the end of the OD groove canned cycle output. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles.
Job Type:
- Lathe
- Mill Turn
Block 1078. Lathe - Start Of Groove (G74) Facing Groove Cycle (Face Groove Canned Cycle)
This postblock is used to output the code to define the start of the face groove canned cycle output. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles.
Job Type:
- Lathe
- Mill Turn
Block 1079. Lathe - End Of Groove (G74) Facing Groove Cycle (Face Groove Canned Cycle)
This postblock is used to output any code to output at the end of the face groove canned cycle output. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles.
Job Type:
- Lathe
- Mill Turn
Block 1080. Lathe - End Of Groove Facing Separate Moves
This postblock is used to output any code to output at the end of the face groove motion output when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1082. Lathe - Start Of Drill Facing Cycle
This postblock is called and processed at the beginning of any lathe drilling cycle when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1083. Lathe - End Of Drill Facing Cycle (Deprecated)
This is an older block that is no longer used after post version 10.0 and has been replaced by block: 1120
This postblock is called and processed at the ending of any lathe drilling cycle when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1084. Lathe - End Of Drill Separate Moves Cycle
This postblock is called and processed at the ending of any lathe drilling cycle when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1086. Lathe - Start Of Threading Cycles
This postblock is called and processed at the beginning of all lathe threading cycles. This includes Canned Cycle format and Separate Moves format.
Job Type:
- Lathe
- Mill Turn
Block 1087. Lathe - Start Of Threading (G76) Cycle (OD-ID Threading Canned Cycle)
This postblock is called and processed at the beginning of OD and ID lathe threading cycles where the posting parameters are set to Canned Cycles on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1088. Lathe - End Of Threading (G76) Cycle (OD-ID Threading Canned Cycle)
This postblock is called and processed at the ending of OD and ID lathe threading cycles where the posting parameters are set to Canned Cycles on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1089. Lathe - Start Of Threading (G33) Cycle (OD-ID Threading Cycle) (NOT USED)
Currently not used and should be removed from all *.BCPst post processor files.
This postblock is called and processed at the beginning of OD and ID lathe threading operation where the posting parameters are set to Separate Moves on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1090. Lathe - End Of Threading (G33) Cycle (OD-ID Threading Cycle) (NOT USED)
Currently not used and should be removed from all *.BCPst post processor files.
This postblock is called and processed at the ending of OD and ID lathe threading operation where the posting parameters are set to Separate Moves on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1091. Lathe - End Of Threading Cycles
This postblock is called and processed at the ending of all OD and ID lathe threading operations.
Job Type:
- Lathe
- Mill Turn
Block 1092. Lathe - Start Of Threading (G32) Cycle (OD-ID Threading Cycle)
This postblock is called and processed at the beginning of OD and ID lathe threading operation where the posting parameters are set to Separate Moves on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1093. Lathe - End Of Threading (G32) Cycle (OD-ID Threading Cycle)
This postblock is called and processed at the ending of OD and ID lathe threading operation where the posting parameters are set to Separate Moves on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1094. Lathe - G32 Separate Moves InFeed Block For Tapping Cycle
This postblock is called and processed at the beginning of a lathe tapping cycle where the Posting Parameters are set to Separate Moves on the Feature Posting Page. Block 1095 will be called for the OutFeed move from this cycle.
Job Type:
- Lathe
- Mill Turn
Block 1095. Lathe - G32 Separate Moves OutFeed Block For Tapping Cycle
This postblock is called and processed on the move out of a lathe tapping cycle where the Posting Parameters are set to Separate Moves on the Feature Posting Page. Block 1094 is called for the InFeed move from this cycle.
Job Type:
- Lathe
- Mill Turn
Block 1096. Lathe - Facing Tap Right Hand Canned Cycle (Deprecated)
This block is no longer in use for post versions 10.0 and later
Block 1097. Lathe - Facing Tap Left Hand Canned Cycle
This block is no longer in use for post versions 10.0 and later
Block 1098. Lathe - End Of Facing Tap Canned Cycle
This block is no longer in use for post versions 10.0 and later
Block 1100. Lathe - Start Of Cutoff Cycle
This block is output at the beginning of a cutoff operation. All cutoff motion at this time is output as longhand code "Separate Moves" from the posting engine.
Job Type:
- Lathe
- Mill Turn
Block 1101. Lathe - End Of Cutoff Cycle
This block is output at the ending of a cutoff operation. All cutoff motion at this time is output as longhand code "Separate Moves" from the posting engine.
Job Type:
- Lathe
- Mill Turn
Block 1104. Lathe - Start Of Auto Finish No Canned Cycle (Deprecated)
This block is no longer in use.
Block 1105. Lathe - End Of Auto Finish No Canned Cycle
This block is output at the ending of a finish operation that is output with a canned cycle. This block is not output when the posting parameters are set to Separate Moves on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1108. Lathe - Start Of Auto Stock Feed Cycle
This block is output at the beginning of the stock feed operation. It is important to understand the system is not designed to have the Stock Feed operation as the 1st operation in a program. The output results from the posting engine will be incorrect if you attempt to do so.
Job Type:
- Lathe
- Mill Turn
Block 1109. Lathe - End Of Auto Stock Feed Cycle
This block is output at the ending of the stock feed operation. It is important to understand the system is not designed to have the Stock Feed operation as the 1st operation in a program. The output results from the posting engine will be incorrect if you attempt to do so.
Job Type:
- Lathe
- Mill Turn
Block 1110. Lathe - Tool List Format
This block is output when the posting engine encounters the posting command variable "output_lathe_tool_list" in block 0 of the post processor. The intention of this block is to allow the post writer to use variables and strings to format output lines in a tool list. Please Note: The command variable "output_lathe_tool_list" is intended to be used in Block 0 only. Attempting to use this command variable in other blocks will result in incorrect output from the posting engine.
Job Type:
- Lathe
- Mill Turn
Block 1111. Lathe - Stock Definition
This block is output when the posting engine encounters the posting command variable "output_stock_definition" in block 0 of the post processor. The intention of this block is to allow the post writer to use variables and strings to format output the stock definition. . Please Note: The command variable "output_stock_definition" is intended to be used in Block 0 only. Attempting to use this command variable in other blocks will result in incorrect output from the posting engine.
Job Type:
- Lathe
- Mill Turn
Block 1120. Lathe - Drill Canned Cycle Cancel
This block is output at the end of a lathe drilling canned cycle. The canned cycle starting and ending blocks will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page. This block should contain all codes and command necessary to cancel the lathe canned drilling cycles.
Job Type:
- Lathe
- Mill Turn
Block 1121. Lathe - High Speed Peck Drill Canned Cycle
This block outputs the cycle definition codes for the high speed pecking(Fast Peck) cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1252 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for fast pecking, also known as Chip Breaking.
Job Type:
- Lathe
- Mill Turn
Block 1122. Lathe - Left Hand Tapping Canned Cycle
This block outputs the cycle definition codes for the left hand tapping cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1257 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for left hand tapping.
Job Type:
- Lathe
- Mill Turn
Block 1123. Lathe - Fine Boring Canned Cycle
Currently not used
Block 1124. Lathe - Turning Standard Drill Canned Cycle
This block outputs the cycle definition codes for the standard drill cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1250 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for standard drilling.
Job Type:
- Lathe
- Mill Turn
Block 1125. Lathe - Standard Drill Canned Cycle With Dwell
This block outputs the cycle definition codes for the standard drill cycle, with dwell, in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1250 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for standard drilling that includes a dwell value.
Job Type:
- Lathe
- Mill Turn
Block 1126. Lathe - Peck Drill Canned Cycle
This block outputs the cycle definition codes for the peck drill cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1251 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for peck drilling.
Job Type:
- Lathe
- Mill Turn
Block 1127. Lathe - Tapping Canned Cycle
This block outputs the cycle definition codes for the right hand tapping cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1253 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for right hand tapping.
Job Type:
- Lathe
- Mill Turn
Block 1128. Lathe - Boring Cycle #1 Canned Cycle
This block outputs the cycle definition codes for the bore #1 cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1254 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for bore #1.
Job Type:
- Lathe
- Mill Turn
Block 1129. Lathe - Boring Cycle #2 Canned Cycle
This block outputs the cycle definition codes for the bore #2 cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1255 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for bore #2.
Job Type:
- Lathe
- Mill Turn
Block 1130. Lathe - Back Boring Cycle Canned Cycle
This block outputs the cycle definition codes for the back boring cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1256 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for back boring.
Job Type:
- Lathe
- Mill Turn
Block 1131. Lathe - Boring Cycle #1 Canned Cycle With Dwell
This block outputs the cycle definition codes for the bore #1 cycle with a dwell value in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1254 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for bore #1 with dwell.
Job Type:
- Lathe
- Mill Turn
Block 1132. Lathe - Boring Cycle #2 Canned Cycle With Dwell
This block outputs the cycle definition codes for the bore #2 cycle with a dwell value in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1255 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for bore #2 with dwell.
Job Type:
- Lathe
- Mill Turn
Block 1197. Lathe - End of Operation - Toolchange
This block is called at the end of every machining operation where the next operation uses a different tool number. This means the machine will be performing a tool change operation and the codes in this block should finish the current operation and move the tool/spindle to a safe location so the next operation can change the tool.
Job Type:
- Lathe
- Mill Turn
Block 1198. Lathe - End of Operation - No Toolchange
This block is called at the end of every machining operation where the next operation uses the same tool.
Job Type:
- Lathe
- Mill Turn
Block 1199. Lathe - End of Last Operation
This block is called at the end of the last operation in the program. The block is commonly used to end the current tool in such a way to prepare for the end of the NC program itself. Note that post block 5 will be called after this block to end the NC program.
Job Type:
- Lathe
- Mill Turn
Block 1247. Lathe - Sign Of X Spindle 1
This post question is used to control the sign used on the X axis for working on the main spindle.
Available Options:
- p = Positive - All X axis moves will be output as X positive.
- n = Negative - All X axis moves will be output as X negative.
- e = Either - All X axis moves will be output as either positive or negative based on the X location relative to X zero.
- r = Reverse - All X axis moves will be generated with the opposite sign based on the X location relative to X zero.
Job Type:
- Lathe
Block 1248. Lathe - Sign Of X Spindle 2
This post question is used to control the sign used on the X axis for working on the secondary spindle.
Available Options:
- p = Positive - All X axis moves will be output as X positive.
- n = Negative - All X axis moves will be output as X negative.
- e = Either - All X axis moves will be output as either positive or negative based on the X location relative to X zero.
- r = Reverse - All X axis moves will be generated with the opposite sign based on the X location relative to X zero.
Job Type:
- Lathe
Block 1249. Lathe - Output X As A Diameter Or Radius
This block is no longer in use with posting version 11.0 Use block 6005. The logic for this post block does still work, but has been replaced and should not be expected to always work in the future.
Job Type:
- Lathe
Block 1250. Lathe - Use Canned Cycle For Drilling
This question tells the posting engine if it should output the drilling cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1251. Lathe - Use Canned Cycle For Peck Drilling
This question tells the posting engine if it should output the peck drilling cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the peck drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1252. Lathe - Use Canned Cycle For Chip Break
This question tells the posting engine if it should output the chip break(Fast Peck) cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the chip break(Fast Peck) drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1253. Lathe - Use Canned Cycle For Tap
This question tells the posting engine if it should output the tap cycle using longhand motion or the canned cycle. For longhand motion the system will not output motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1254. Lathe - Use Canned Cycle For Bore #1 Cycle
This question tells the posting engine if it should output the bore #1 cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the bore #1 cycle motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1255. Lathe - Use Canned Cycle For Bore #2 Cycle
This question tells the posting engine if it should output the bore #2 cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the bore #2 cycle motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1256. Lathe - Use Canned Cycle For Back Bore Cycle
This question tells the posting engine if it should output the back boring cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the back boring cycle motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1257. Lathe - Use Left Hand Tap Canned Cycle
This question tells the posting engine if it should output the left hand tap cycle using longhand motion or the canned cycle. For longhand motion the system will not output any motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1258. Lathe - Use Two Line Canned Cycle Format
This block applies to outputting canned thread cycles for lathe operations. This block effects the output format of the "thread_agle_in" variable.
Job Type:
- Lathe
- Mill Turn
Block 1259. Lathe - Depth Format (Not Used)
This block is not used.
This post block works with the "rough_depth_of_cut" posting variable.
Block 1268. Lathe - Use Fine Boring Cycle Canned Cycle
This block is not currently in use
Block 1269. Lathe - Use Rigid Tapping
This block configures the posting engine to output the rigid tapping commands for lathe tapping cycles or not. When set to "y" the posting variables "rigid_tapping_start" and "rigid_tapping_end" will be output when encountered on a postline. Lathe tapping canned cycle is output from blocks: 1122 and 1127
Job Type:
- Lathe
- Mill Turn
Block 1280. Lathe - Rough Cycle Rough Allowance - Use Sign
This block configures the posting engine to output a signed value for the posting output variables that are listed in the list below. These variables are used to output the allowance in the X and Z axis for canned rough turning operations.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1281. Lathe - Rough Cycle Finish Allowance - Use Sign
This block configures the posting engine to output a signed value for the posting output variables that are listed in the list below. These variables are used to output the finish allowance in the X and Z axis for canned rough turning operations.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1283. Lathe - Output Rough Allowance If No Allowance Is Chosen
This block configures the posting engine to outputthe rough allowance variable values or not based on if the items have been enabled in the Parameters page of the Rough operation in the Lathe Turn Feature UI.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1284. Lathe - Output Peck Amount If No Pecking Is Chosen
This block applies to Lathe Grooving. This block configures the posting engine to output the "groove_peck_increment" variable or not when the pecking option in the Groove operation is turned OFF (unchecked).
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1305. Lathe - Tap Feed Mode
This block applies to lathe tapping. This block configures the posting engine to output feedrate for the lathe tapping operation as a UPM (Unit Per Minute) value, or as UPR (Unit Per Revolution).
1305. Tap Feed Mode (0=UPM 1=UPR)? 1
Variables Applied To:
- tap_feed
Job Type:
- Lathe
- Mill Turn
Block 1306. Lathe - Reverse Tap Spindle Direction
This block applies to lathe tapping. This block configures the posting engine to reverse the direction code output when turning on the spindle for tapping with the lathe spindle.
1306. Reverse Tap Spindle Direction? n
Job Type:
- Lathe
- Mill Turn
Block 1307. Lathe - Feed Mode Hole operations (Non-Tapping)
This block applies to all lathe hole non-tap operations. This block configures the posting engine to output feedrate for the lathe hole non-tapping operation as a UPM (Unit Per Minute) value, or as UPR (Unit Per Revolution).
1307. Feedrate mode for Lathe hole operations other than Lathe Tap Operation (0=UPM 1=UPR)?
Job Type:
- Lathe
- Mill Turn
Block 1411. Lathe - R Value (Retract Amount) For First Line Of 2 Line Rough Cycle
When outputting a lathe rough canned turning cycle for fanuc machines, some use value to set the roughing retract amount. This value is typically used in a Fanuc 2 line canned cycle format. The value entered is output from the "rough_retract_amount" variable, and is used in postblocks: 1062(OD/ID) and 1066(Face)
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1412. Lathe - R Value (Retract Amount) For First Line Of 2 Line Groove Cycle
When outputting a lathe groove canned turning cycle for fanuc machines, some use value to set the roughing retract amount. This value is typically used in a Fanuc 2 line canned cycle format. The value entered is output from the "groove_retract_amount" variable, and is used in postblocks: 1074(OD/ID) and 1078(Face)
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1413. Lathe - R Value (Thread Machining Allowance) For 2 Line G76 Threading Cycle
When outputting a lathe thread (G76) canned turning cycle for fanuc machines, some use a value to set the thread machining allowance amount. This value is typically used in a Fanuc 2 line canned cycle format. The value entered is output from the "thread_machine_allowance" variable, and is used in postblocks: 1087
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1512. Lathe - Tool Number Format
The tool number output from the posting engine from the "t" post variable can be controlled using this post question. The following table defines the valid options for this post question.
|
Block 1512 Valid Options |
||
|
Set Value |
Description |
Example |
|
1 |
Sequence Number - This setting assigns the current sequence number (Nxxx) to the tool number. |
"t" Variable Output Value: T0012 |
|
2 |
Sequence Number * 101 - This setting uses the current sequence number (Nxxx) and multiplies it by 101 to create the final output. |
"t" Variable Output Value: T1212 |
|
3 |
Tool Offset + (n*100) - This setting uses the sequence number value multiplied by 100, and adds it to the tool offset value to create the final output. |
"t" Variable Output Value: T1202
|
|
4 |
Tool Offset Only - This setting will output the tool number using only the tool offset value. |
"t" Variable Output Value: T0002 |
|
5 |
Sequence Number * 100 - Similar to setting 2. This option uses the current sequence number and multiplies it by 100 for the final output. |
"t" Variable Output Value: T1200 |
|
NOTE: Example output values shown in this table are based off of the following:
Tool Number: 1 Tool Offset: 2 Sequence Number: 12 Post Question: 1513. Set to value of 4. |
||
Job Type:
- Lathe
NOTE: Mill Turn has its own tool number formatting.
Block 1513. Lathe - Number Of Digits For Tool Number
This post question defines the number of places (before the decimal) to be output for lath tool numbers.
Job Type:
- Lathe
Block 1517. Lathe - Gear 1 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1518. Lathe - Gear 2 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1519. Lathe - Gear 3 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1520. Lathe - Gear 4 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1521. Lathe - Gear 5 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1522. Lathe - Gear 6 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1523. Lathe - Gear 7 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1524. Lathe - Gear 8 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1525. Lathe - Gear 9 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1526. Lathe - Gear 10 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1544. Lathe - Auto Output Cancel Offset
This post question controls how the Machine Compensation Off is handled by the posting engine. The following table defines each of the available options for this post question.
|
Block 1544 Valid Options |
|
|
Set Value |
Description |
|
0 |
This option turns off all output of the machine compensation cancel command. |
|
1 |
This option outputs the machine compensation off command on the last feed move. This is the default setting and should be used for most machines. |
|
2 |
This setting will output the cutter off command after the last feed move. The posting engine will call block 1026. when set to this option. Block 1026 is used to format the compensation off command. |
Job Type:
- Lathe
Block 1612. Lathe - Reverse G2 And G3
This post question will configure the posting engine to reverse the direction of the arc commands for lathe operations. Set this post question to "y" to reverse the arc directions.
Variables Applied To:
Job Type:
- Lathe
Block 1613. Lathe - Reverse The Sign Of I
This post question will configure the posting engine to reverse the direction of the I value in arc center definition values. This option will only be in effect when post question: 222. is set to an option that results in IJK output.
Variables Applied To:
Job Type:
- Lathe
Block 1614. Lathe - Reverse The Sign Of K
This post question will configure the posting engine to reverse the direction of the K value in arc center definition values. This option will only be in effect when post question: 222. is set to an option that results in IJK output.
Variables Applied To:
Job Type:
- Lathe
Block 1615. Lathe - Reverse The Sign Of Thread Taper Height (R)
This post question will configure the posting engine to reverse the direction of the R value in thread canned cycle. This taper height value is output using the "taper_height" variable.
Variables Applied To:
Job Type:
- Lathe
Block 1705. Lathe - Symbol for Lead
This post question will configure the prefix used for the lead value in a lathe threading canned cycles using the "thread_lead" variable.
Variables Applied To:
Job Type:
- Lathe
Block 1706. Lathe - Symbol For IPR Feedrate
This post question will configure the prefix used for the lead value in a lathe IPR (Unit Per Revolution) feedrate values.
Variables Applied To:
Job Type:
- Lathe
Block 1707. Lathe - Symbol For IPM Feedrate
This post question will configure the prefix used for the lead value in a lathe IPM(Unit Per Minute) feedrate values.
Variables Applied To:
Job Type:
- Lathe
Block 1708. Lathe - Symbol For UPR Feedrate for Threading Cycle
This post question will configure the prefix used for the UPR feedrate value in a lathe threading cycle. This block was added to BobCAD-CAM V35 and BobCAM for SOLIDWORKS V10 SP1.
1708. Symbol for UPR feedrate (thread_g33_feedrate)? ""
Variables Applied To:
Job Type:
- Lathe
- MillTurn
Block 1712. Lathe - Theading Chamfer Out Start Code
This post question defines the code to be used for the chamfer out start command on a lathe threading cycle. The code defined on this post question is output from the "thread_angle_out_start" post variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1713. Lathe - Threading Chamfer Out End Code
This post question defines the code to be used for the chamfer out end command on a lathe threading cycle. The code defined on this post question is output from the "thread_angle_out_end" post variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1763. Lathe - Feed Unit Per Minute Code (Deprecated)
This post question defines the code to be used to set the machine in a feed mode of UPM (Unit Per Minute).
Variables Applied To:
- tap_feed_mode - Mill Turn Only
Job Type:
- Mill Turn
Block 1764. Lathe - Feed Unit Per Revolution Code (Deprecated)
This post question defines the code to be used to set the machine in a feed mode of UPR (Unit Per Revolution).
Variables Applied To:
- tap_feed_mode - Mill Turn Only
Job Type:
- Mill Turn
Block 1765. Lathe - Tapping Code For Right Hand
This post question defines the code to be used to set the machine in a right hand tapping canned cycle. The variable used for output is "tap_canned_gcode"
Variables Applied To:
- tap_canned_gcode - Mill Turn Only
Job Type:
- Mill Turn
Block 1766. Lathe - Tapping Code For Left Hand
This post question defines the code to be used to set the machine in a left hand tapping canned cycle. The variable used for output is "tap_canned_gcode"
Variables Applied To:
- tap_canned_gcode- Mill Turn Only
Job Type:
- Mill Turn
Block 1767. Lathe - Prefix For Turning Tap Feed IPM
This post question defines the code to be used to set the prefix for the turning tap feedrate for Inch Per Minute (IPM). The variable used for output is "tapping_feedrate"
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1768. Lathe - Prefix For Turning Tap Feed IPR
This post question defines the code to be used to set the prefix for the turning tap feedrate for Inch Per Revolution (IPR). The variable used for output is "tapping_feedrate"
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1780. Lathe - Symbol For Spindle Speed
This post question defines the prefix string to be used for the lathe spindle speed.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1781. Lathe - Symbol For Tool Number Prefix
This post question defines the prefix string to be used for the lathe tool number.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1785. Lathe - Symbol For Spindle Speed CSS
This post question defines the prefix string to be used for the lathe spindle speed output when CSS is active.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1786. Lathe - Symbol For Spindle Speed RPM
This post question defines the prefix string to be used for the lathe spindle speed output when RPM is active.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1790. Lathe - Prefix For Canned Cycle Start Line Number
This post question defines the prefix to be used on the lathe turning canned cycle when calling out the staring line number of the profile definition.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1791. Lathe - Prefix For Canned Cycle End Line Number
This post question defines the prefix to be used on the lathe turning canned cycle when calling out the ending line number of the profile definition.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1792. Lathe - Prefix For Thread G76 First Cut Amount
This post question defines the prefix to be used on the lathe thread (G76) canned cycle when calling out the first cut amount with the "thread_first_cut" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1793. Lathe - Prefix For Thread G76 Thread Height Amount
This post question defines the prefix to be used on the lathe thread (G76) canned cycle when calling out the thread height amount with the "thread_height" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1794. Lathe - Prefix For Thread G76 Thread Angle In
This post question defines the prefix to be used on the lathe thread (G76) canned cycle when calling out the thread angle in value with the "thread_angle_in" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1795. Lathe - Prefix For Thread G76 Last Cut Amount
This post question defines the prefix to be used on the lathe thread (G76) canned cycle when calling out the thread last cut amount value with the "thread_last_cut" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1796. Lathe - Prefix For Thread G76 Machine Allowance
This post question defines the prefix to be used on the lathe thread (G76) canned cycle when calling out the thread machine allowance value with the "thread_machine_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1797. Lathe - Prefix For Fagor Pattern Repeat
This post question defines the prefix to be used on the lathe pattern repeat canned cycle for Fagor controllers when calling out the "A" value with the "pattern_repeat_fagor_a" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1798. Lathe - Prefix to define the Lead value for Thread Chamfer
This Post question defines the prefix to be used with the number of leads value specified for threading canned cycle chamfer out distance.
1798. Prefix for thread chamfer number of leads (thread_chamfer_numofleads)? " "
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1799. Lathe - Prefix to define the chamfer distance of Thread
This Post question defines the prefix used with the chamfer distance of the lathe threading cycle. The lathe chamfer distance value is calculated by the number of leads for canned cycle chamfer out multiplied by the pitch value.
1799. Prefix for thread chamfer distance (thread_chamfer_distance)? " "
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1804. Lathe - Prefix For Rough Canned Cycle Depth Of Cut
This post question defines the prefix to be used on the lathe roughing canned cycle when calling out the depth of cut value with the "rough_depth_of_cut" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1807. Lathe - Prefix For Rough Canned Cycle Retract Amount
This post question defines the prefix to be used on the lathe roughing canned cycle when calling out the retract amount value with the "rough_retract_amount" posting variable. The retract amount value that is output is defined on post question: 1411.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1808. Lathe - Prefix For Finish Canned Cycle Stock Allowance X
The "finish_x_allowance" variable has been deprecated and should not be used for any version of software after V28. Thus making this block obsolete
This post question defines the prefix to be used on the lathe finishing canned cycle when calling out the stock allowance value for X, with the "finish_x_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1809. Lathe - Prefix For Finish Canned Cycle Stock Allowance Z
The "finish_z_allowance" variable has been deprecated and should not be used for any version of software after V28. Thus making this block obsolete
This post question defines the prefix to be used on the lathe finishing canned cycle when calling out the stock allowance value for Z, with the "finish_z_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1810. Lathe - Prefix For Finish Cycle X Stock Amount For Spring Passes
This post question defines the prefix to be used on the lathe finishing canned cycle when calling out the X stock amount for spring passes , with the "finish_x_spring_pass_stock_diameter" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1811. Lathe - Prefix For Finish Cycle Z Stock Amount For Spring Passes
This post question defines the prefix to be used on the lathe finishing canned cycle when calling out the Z stock amount for spring passes , with the "finish_z_spring_pass_stock_diameter" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1812. Lathe - Prefix For Groove Cycle Retract Amount
This post question defines the prefix to be used on the lathe grooving canned cycle when defining the retract amount. This prefix is applied to the "groove_retract_amount" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1813. Lathe - Prefix For Groove Cycle X Bottom
This post question defines the prefix to be used on the lathe grooving canned cycle when defining the X bottom value. This prefix is applied to the "groove_x_bottom" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1814. Lathe - Prefix For Groove Cycle Z Bottom
This post question defines the prefix to be used on the lathe grooving canned cycle when defining the Z bottom value. This prefix is applied to the "groove_z_bottom" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1815. Lathe - Prefix For Groove Cycle Depth Of Cut
This post question defines the prefix to be used on the lathe grooving canned cycle when defining the depth of cut value. This prefix is applied to the "groove_depth_of_cut" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1816. Lathe - Prefix For Groove Cycle Peck Increment
This post question defines the prefix to be used on the lathe grooving canned cycle when defining the peck increment value. This prefix is applied to the "groove_peck_increment" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1817. Lathe - Prefix For Thread Taper Height
This post question defines the prefix to be used on the lathe threading canned cycle when defining the taper height value. This prefix is applied to the "taper_height" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1820. Lathe - Prefix For Tap Reference Plane
This post question defines the prefix to be used on the lathe tapping canned cycle when defining the reference plane value. This prefix is applied to the "tap_reference_plane" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1821. Lathe - Gcode For G32 Style Tapping
This post question defines the gcode to be used on the lathe tapping cycle when outputting G32 style tapping. The G32 tapping style is output when the Posting Mode is set to Separate Moves on the Feature - Posting page of the feature. This string is applied to the "tap_g32_gcode" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1822. Lathe - Gcode For Simple Threading Cycle
This post question defines the gcode to be used on the lathe threading operation when not using a canned cycle. The simple threading style is output when the Posting Mode is set to Separate Moves on the Feature - Posting page of the feature. This string is applied to the "thread_g33_gcode" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1823. Lathe - Prefix For X Depth For Roughing Cycle
This post question defines the prefix of the X depth output for the roughing canned cycle. This prefix is applied to the "roughing_depth_of_cut_x" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1824. Lathe - Prefix For Z Depth For Roughing Cycle
This post question defines the prefix of the Z depth output for the roughing canned cycle. This prefix is applied to the "roughing_depth_of_cut_z" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1825. Lathe - Prefix For Groove Dwell
This post question defines the prefix of the groove dwell output for the groove canned cycle. This prefix is applied to the "drill_dwell" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1826. Lathe - Prefix For Groove Peck Clearance
This post question defines the prefix of the groove peck clearance value output for the groove canned cycle. This prefix is applied to the "peck_clearance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1827. Lathe - Prefix For Groove Peck Retract
This post question defines the prefix of the groove peck retract value output for the groove canned cycle. This prefix is applied to the "peck_retract" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1830. Lathe - Code For Spindle Gear 1
This post question defines the code output to put the machine's spindle gearbox into 1st gear(low). This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1831. Lathe - Code For Spindle Gear 2
This post question defines the code output to put the machine's spindle gearbox into 2nd gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1832. Lathe - Code For Spindle Gear 3
This post question defines the code output to put the machine's spindle gearbox into 3rd gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1833. Lathe - Code For Spindle Gear 4
This post question defines the code output to put the machine's spindle gearbox into 4th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1834. Lathe - Code For Spindle Gear 5
This post question defines the code output to put the machine's spindle gearbox into 5th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1835. Lathe - Code For Spindle Gear 6
This post question defines the code output to put the machine's spindle gearbox into 6th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1836. Lathe - Code For Spindle Gear 7
This post question defines the code output to put the machine's spindle gearbox into 7th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1837. Lathe - Code For Spindle Gear 8
This post question defines the code output to put the machine's spindle gearbox into 8th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1838. Lathe - Code For Spindle Gear 9
This post question defines the code output to put the machine's spindle gearbox into 9th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1839. Lathe - Code For Spindle Gear 10
This post question defines the code output to put the machine's spindle gearbox into 10th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1840. Lathe - Code For Spindle Gear 11
This post question defines the code output to put the machine's spindle gearbox into 11th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1841. Lathe - Prefix For Drill First Peck Amount
This post question defines the prefix used when outputting the first peck amount value into the NC file. The prefix string is applied to the "first_peck_drill_increment" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1842. Lathe - Prefix For Drill Peck Increment Amount
This post question defines the prefix used when outputting the peck amount value into the NC file. The prefix string is applied to the "peck_drill_increment" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1843. Lathe - Prefix For Tool Home Number
This post question defines the prefix used when outputting the tool home number. This was used for the legacy Predator header. The prefix string is applied to the "ltool_home" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1844. Lathe - Prefix For Drill Depth
This post question defines the prefix used when outputting the drill depth for a lathe canned drilling cycle. The prefix string is applied to the "drill_depth" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1845. Lathe - Prefix For Drill Canned Cycle Feedrate
This post question defines the prefix used when outputting the feedrate for a lathe canned drilling cycle. The prefix string is applied to the "canned_feed_rate" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1846. Lathe - Prefix For Initial Plane
This post question defines the prefix used when outputting the initial plane value for a lathe canned drilling cycle. The prefix string is applied to the "initial_plane" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1847. Lathe - Prefix For Dwell
This post question defines the prefix used when outputting the dwell value for a lathe operations. The prefix string is applied to the "dwell" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1849. Lathe - Prefix For Reference Plane
This post question defines the prefix used when outputting the reference plane value for a lathe canned drilling operations. The prefix string is applied to the "reference_plane" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1850. Lathe - Standard Drilling Cycle No Dwell
This post question defines the string value used to command a standard drill canned cycle for a lathe drilling operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1851. Lathe - Peck Drilling Cycle No Dwell
This post question defines the string value used to command a peck drill canned cycle for a lathe drilling operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1852. Lathe - High Speed Peck Drilling Cycle No Dwell
This post question defines the string value used to command a high speed peck drill(chip break) canned cycle for a lathe drilling operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1853. Lathe - Tapping Cycle No Dwell
This post question defines the string value used to command a tapping canned cycle for a lathe tap operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1854. Lathe - Boring Cycle #1 No Dwell
This post question defines the string value used to command a boring #1 canned cycle for a lathe boring operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1855. Lathe - Boring Cycle #2 No Dwell
This post question defines the string value used to command a boring #2 canned cycle for a lathe boring operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1856. Lathe - Back Boring Cycle No Dwell
This post question defines the string value used to command a back boring canned cycle for a lathe boring operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1857. Lathe - Left Hand Tapping Cycle No Dwell
This post question defines the string value used to command a left hand canned cycle for a lathe tapping operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1858. Lathe - Fine Boring Cycle No Dwell
This option is not currently in use.
This post question defines the string value used to command a fine boring canned cycle for a lathe boring operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1860. Lathe - Standard Drilling Cycle With Dwell
This post question defines the string value used to command a standard drill canned cycle for a lathe drilling operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1861. Lathe - Peck Drilling Cycle With Dwell
This post question defines the string value used to command a peck drill canned cycle for a lathe drilling operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1862. Lathe - High Speed Peck Drilling Cycle With Dwell
This post question defines the string value used to command a high speed peck drill canned cycle for a lathe drilling operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1863. Lathe - Tapping Cycle With Dwell
This post question defines the string value used to command a tapping canned cycle for a lathe operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1864. Lathe - Boring Cycle #1 With Dwell
This post question defines the string value used to command the boring #1 canned cycle for a lathe boring operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1865. Lathe - Boring Cycle #2 With Dwell
This post question defines the string value used to command the boring #2 canned cycle for a lathe boring operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1866. Lathe - Back Boring Cycle With Dwell
This post question defines the string value used to command the back boring canned cycle for a lathe boring operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1867. Lathe - Left Hand Tapping Cycle With Dwell
This post question defines the string value used to command the left hand tapping canned cycle for a lathe tapping operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1868. Lathe - Fine Boring Cycle With Dwell
This block is currently not in use.
This post question defines the string value used to command the fine boring canned cycle for a lathe boring operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1870. Lathe - Gcode For Finish Turn Canned Cycle
This post question defines the string value used to command the finish canned turning cycle for a lathe. The prefix string is applied to the "g_finish_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1871. Lathe - Gcode For Rough Turn Canned Cycle
This post question defines the string value used to command the rough (OD/ID) canned turning cycle for a lathe. The prefix string is applied to the "g_rough_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1872. Lathe - Gcode For Face Rough Turn Canned Cycle
This post question defines the string value used to command the rough (facing) canned turning cycle for a lathe. The prefix string is applied to the "g_rough_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1873. Lathe - Gcode For Pattern Repeat Canned Cycle
This post question defines the string value used to command the pattern repeat canned turning cycle for a lathe. The prefix string is applied to the "g_pattern_repeat_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1874. Lathe - Gcode For Face Groove Canned Cycle
This post question defines the string value used to command face grooving canned turning cycle for a lathe. The prefix string is applied to the "g_groove_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1875. Lathe - Gcode For OD/ID Groove Canned Cycle
This post question defines the string value used to command OD/ID grooving canned turning cycle for a lathe. The prefix string is applied to the "g_groove_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1876. Lathe - Gcode For OD/ID Thread Cycle
This post question defines the string value used to command OD/ID threading canned turning cycle for a lathe. The prefix string is applied to the "g_thread_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1877. Lathe - Gcode For Face Thread Cycle
This post question defines the string value used to command face threading canned turning cycle for a lathe. The prefix string is applied to the "g_thread_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1878. Lathe - Gcode To Cancel Canned Turning/Threading Cycle
This post question defines the string value used to cancel any turning or threading canned turning cycle for a lathe. The prefix string is applied to the "g_cancel_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1880. Lathe - Prefix For Rough Canned - Rough Allowance X
This post question defines the prefix string to be used when outputting the rough allowance in X for the rough turning canned cycle for a lathe. The prefix string is applied to the "rough_cycle_rough_x_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1881. Lathe - Prefix For Rough Canned - Rough Allowance Z
This post question defines the prefix string to be used when outputting the rough allowance in Z for the rough turning canned cycle for a lathe. The prefix string is applied to the "rough_cycle_rough_z_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1882. Lathe - Prefix For Rough Canned - Finish Allowance X
This post question defines the prefix string to be used when outputting the finish allowance in X for the rough turning canned cycle for a lathe. The prefix string is applied to the "rough_cycle_finish_x_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1883. Lathe - Prefix For Rough Canned - Finish Allowance Z
This post question defines the prefix string to be used when outputting the finish allowance in Z for the rough turning canned cycle for a lathe. The prefix string is applied to the "rough_cycle_finish_z_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1884. Lathe - Prefix For Pattern Repeat Cycle Depth Of Cut X
This post question defines the prefix string to be used when outputting the depth of cut in the X axis for the pattern repeat turning canned cycle for a lathe. The prefix string is applied to the "pattern_repeat_depth_of_cut_x" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1885. Lathe - Prefix For Pattern Repeat Cycle Depth Of Cut Z
This post question defines the prefix string to be used when outputting the depth of cut in the Z axis for the pattern repeat turning canned cycle for a lathe. The prefix string is applied to the "pattern_repeat_depth_of_cut_z" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1886. Lathe - Prefix For Lathe Clearance Face
This post question defines the prefix string to be used when outputting the face clearance value that is defined in the machine setup. Commonly used for miscellaneous canned cycles. The prefix string is applied to the "clearance_face" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1887. Lathe - Prefix For Lathe Clearance Diameter
This post question defines the prefix string to be used when outputting the clearance diameter value that is defined in the machine setup. Commonly used for miscellaneous canned cycles. The prefix string is applied to the "clearance_diameter" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1888. Lathe - Prefix For Lathe Clearance Internal Diameter
This post question defines the prefix string to be used when outputting the clearance internal diameter value that is defined in the machine setup. Commonly used for miscellaneous canned cycles. The prefix string is applied to the "clearance_internal_diameter" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 2001 thru Block 2100. VBScripting Blocks?
These blocks are used to create custom functionality for post processors using the Visual Basic Scripting language VBScript. Each block can contain multiple lines of VBS code to perform various functions and outputs in the NC file. Each block is accessed using an associated predefined command variable "program_block_#" where # = the scripting block number.
Example 1:
2. Startup Toolchange Block
n, rapid_move,xr,yr
program_block_1
n, "G43", h, d, zr
In this example, the postblock 2 is going to call postblock 2001.
Example 2:
2. Startup Toolchange Block
n, rapid_move,xr,yr
program_block_5
n, "G43", h, d, zr
In this example, the postblock 2 is going to call postblock 2005.
Block 2101 Read Entire File After Post?
This block is called at the end of generating and closing the NC file that is created by the post processor. This allows the post writer to execute VBScripting code to complete tasks when the file generation is complete. Example uses of this block would be for opening and then processing through the created NC file to modify values or format the output.
Block 2102 Read Each Line After Output?
This block is called at the end of each line of code that has been generated from a postline. The use of VBScripting in this block allows the post writer to modify and analyze NC lines as the lines are generated. An example usage of this block would be to gather and collect data about tool numbers, the number of operations that exist in the file, how many operations use a specific tool..etc.
Posting Variable/API Available
Block 2103 VB Script Line By Line?
This block is not currently in use and should be removed from all *.BCPst post processor files.
Block 2200 Thru 2299 Reserved For Customized Integer
These blocks are reserved for allowing the post writer to define integer value constants to be output in the NC program and accessed via the VBScript API call: GetIntegerOfBlock(long blockID)
Job Type:
- Mill Turn
Block 2300 Thru 2399 Reserved For Customized Double
These blocks are reserved for allowing the post writer to define integer value constants to be output in the NC program and accessed via the VBScript API call: GetDoubleOfBlock(long blockID)
Job Type:
- Mill Turn
Block 2400 thru 2499 Reserved For Customized String
These blocks are reserved for allowing the post writer to define integer value constants to be output in the NC program and accessed via the VBScript API call:GetStringOfBlock(long blockID)
Job Type:
- Mill Turn
Block 2500 thru 2599 Reserved For General Customer Commands
These blocks are reserved for allowing the post writer to create custom command blocks that can be called and accessed elsewhere in the post processor. The blocks can be accessed using the "RunBlock_##" posting variable. Example: "RunBlock_2502" will run command block 2502.
Job Type:
- Mill Turn
Block 2600 thru 2699 Reserved For Custom MDI Blocks
These blocks are reserved for allowing the post writer to create custom MDI commands that will be available via the MDI page in Mill Turn operations. Currently there are no logic in the system to define default values to custom MDI variables.
Block Names and How They Are Used:
The text that follows the block number on the line will be used as the text displayed in the MDI dialog under the Custom Commands section.
Example:
2600. Air Blast ON
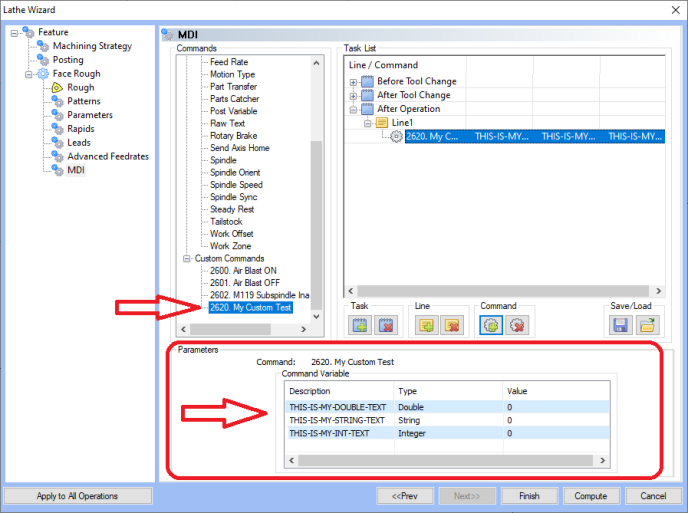
Custom Variables For Inputs
Inside the MDI blocks you can define custom variables to be used that will alter the UI and provide input fields for the user to enter values that will then be output by the posting engine. Part of the variable name defines the text that is displayed in the UI for the custom MDI command. The following list shows the variable types, and the ??? should be replaced with the text to be displayed in the UI for the input field. The text to be displayed cannot use an "_" or space character.
Available Custom Variable/Input Types:
- mdi_custom_double_???
- mdi_custom_string_???
- mdi_custom_int_???
Example Input Variable
2620. My Custom Test
mdi_custom_double_THIS-IS-MY-DOUBLE-TEXT
mdi_custom_string_THIS-IS-MY-STRING-TEXT
mdi_custom_int_THIS-IS-MY-INT-TEXT
The custom block and variables above generates the following UI options
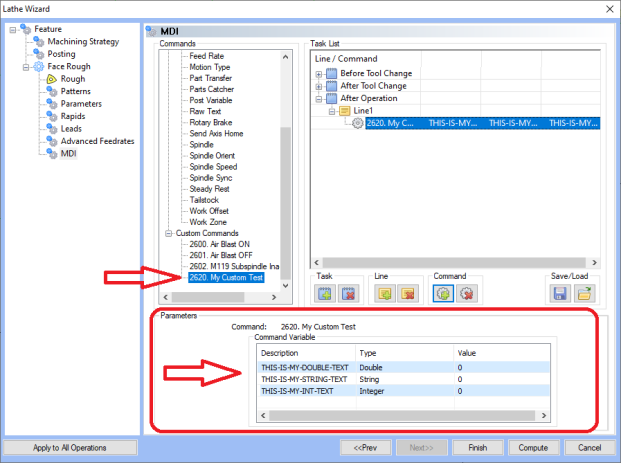
Useage:
When custom mdi variables/fields have been created, the line they are defined on will also be where the value is output. The post writer should apply your own prefix using string output " " prior to any use of one of the variables if a prefix is required. The following is an example block of code showing the overall use.
2611. Torque Skip Command
force_no_add_spaces
" G22", " W", mdi_custom_double_W-Axis-TargetPoint, " D", mdi_custom_double_D-IncrementalApproachPoint, " L", mdi_custom_double_L-IncrementalVirtualApproachPoint, " F", mdi_custom_double_FeedRate, " PW=", mdi_custom_int_PW-PresetTorqueValue
default_add_spaces
Job Type:
- Mill Turn
Block 2701 thru 2799 Reserved For Lua Programming Blocks
The API's contained in this section can all be utilized inside of a BobCAD *.bcpst post processor file.
One major advantage to the Lua scripting is that you are able to call any of the available Lua API's covered in this help system from the post processor. So not only can you get access to all of the posting options, but you can access operation parameters, create dialogs, and even create CAD geometry in the BobCAD document if needed.
Useage:
We have defined two different methods for utilizing Lua scripting with the BobCAD post processing system:
Method 1
Much like the VB scripting blocks that have existed for years, the same structure can be utilized starting with block 2701-2799 within a *.bcpst post processor file.
By utilizing a variable named lua_block_# this will call the corresponding block within the post containing the Lua scripting, for example:
lua_block_1 calls the 2701. block
lua_block_2 calls the 2702. block
.
.
.
lua_block_99 calls the 2799. block
Method 2
Alternatively, we have created a second method for linking your Lua scripts to a post processor which involves just keeping all your Lua scripts in a separate *.lua file with the same name as the *.BcPst file.
Let's say you are working on the BC_3x_Mill.bcpst post processor.
Method 2a
-
You can simply create a BC_3x_Mill.lua file and put all of your Lua scripts in this file. These files must be located in the same directory, which is typically the Posts\Mill, Posts\Lathe, or Posts\MillTurn folder located in your products Data folder.
OR
Method 2b
You can also create a sub directory inside of your Posts\Mill, Posts\Lathe, or Posts\MillTurn folder and add block 732. Lua sub folder? "MySubFolder" into the post processor itself, and then the posting engine will look for this sub folder and load any *.lua files that are located inside of this sub folder.
-
Inside of your Posts/Mill folder you can create a folder named whatever you want, let's use 3x_Mill as our folder name.
-
Inside of this 3x_Mill folder you create the MyLua.lua file which contains all of your Lua scripting functions. The name can be whatever you like and you can also have multiple Lua files.
-
Add block 732. Lua sub folder? "3x_Mill" to the BC_3x_Mill.bcpst so that the system knows where to find your Lua scripts.
By utilizing a variable named lua_func_FunctionName inside the post processor this will call the corresponding Lua function from the loaded Lua file using the methods mentioned above.
Note: More information can be found in the in the Lua plug-in for BobCAD-CAM Help System.
Block 3000. Mill Turn - Polar Interpolation - Rapid Move
This postblock is used to format the variables used to output rapid motion while in polar interpolation mode.
Job Type:
- Mill Turn
Block 3001. Mill Turn - Polar Interpolation - Feed Move
This postblock is used to format the variables used to output feed motion while in polar interpolation mode.
Job Type:
- Mill Turn
Block 3002. Mill Turn - Polar Interpolation - Feed Move On Lead-In
This postblock is used to format the variables used to output feed motion for lead-in moves while in polar interpolation mode.
Job Type:
- Mill Turn
Block 3003. Mill Turn - Polar Interpolation - Feed Move On Lead-Out
This postblock is used to format the variables used to output feed motion for lead-out moves while in polar interpolation mode.
Job Type:
- Mill Turn
Block 3004. Mill Turn - Polar Interpolation - Arc Move XY Plane
This postblock is used to format the variables used to output arc motion for XY (G17) plane arcs while in polar interpolation mode.
Job Type:
- Mill Turn
Block 3005. Mill Turn - Polar Interpolation - Begin Block
This postblock is used to handle any codes necessary to put the machine in polar coordinate conversion mode. This block is called for face milling operations where the Posting Mode on the operations Posting page has been set to Polar Interpolation. Polar Interpolation mode output is formatted by post questions: 3527, 3528. and the XY coordinates values are output based on post questions: 3594, and 3595 to control radius or diameter values. The Y axis component prefix for polar mode is defined on a post question for each zone block. So for zone 1 you would look at : 6010, For zone 2 you would look at 6035.
Common Tasks Handled In This Block:
- Output current working plane (G17, G18, G19..etc)
- Output move to reference or zero rotary axis
- Output command to start/engage polar coordinate conversion function on machine.
Job Type:
- Mill Turn
Block 3006. Mill Turn - Polar Interpolation - End Block
This postblock is used to cancel the polar coordinate conversion function on the machine. See block 3005 for more information about polar interpolation mode.
Job Type:
- Mill Turn
Block 3020. Mill Turn - Cross - Rigid Tapping Start
This postblock is used to output the commands necessary to put the machine in rigid tapping mode for the cross tapping cycles while using live tooling on a mill turn machine. For this block to be called the posting engine must encounter the "rigid_tapping_start" command variable and the post question: 3509 must be set to "y" for rigid tapping.
Variables Applied To:
- rigid_tapping_start - This is the command variable that will call this postblock.
Job Type:
- Mill Turn
Block 3021. Mill Turn - Cross - Rigid Tapping End
This postblock is used to output the commands necessary to turn off rigid tapping mode for the cross tapping cycles while using live tooling on a mill turn machine. For this block to be called the posting engine must encounter the "rigid_tapping_end" command variable and the post question: 3509 must be set to "y" for rigid tapping.
Variables Applied To:
- rigid_tapping_end- This is the command variable that will call this postblock.
Job Type:
- Mill Turn
Block 3022. Mill Turn - Cross - High Speed Peck Drill Canned Cycle - Fast Peck
This block is used to output the code for a fast peck/chip break drilling canned cycle. This block will only be called if post question: 3502. is set to "y".
Job Type:
- Mill Turn
Block 3023. Mill Turn - Cross - Left Hand Tap Canned Cycle
This block is used to output the code for a left hand tapping canned cycle. This block will only be called if post question: 3507. is set to "y".
Job Type:
- Mill Turn
Block 3024. Mill Turn - Cross - Fine Boring Canned Cycle
This block is not currently in use.
This block is used to output the code for a fine boring canned cycle. This block will only be called if post question: 3508. is set to "y".
Job Type:
- Mill Turn
Block 3025. Mill Turn - Cross - Drill Canned Cycle Cancel
This block is used to output the code to cancel all canned drilling cycles for cross drilling operations used with live tooling.
Job Type:
- Mill Turn
Block 3026. Mill Turn - Cross - Standard Drill Canned Cycle
This block is used to output the code for a standard drilling canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3500. is set to "y".
Job Type:
- Mill Turn
Block 3027. Mill Turn - Cross - Standard Drill Canned Cycle With Dwell
This block is used to output the code for a standard drilling canned cycle, with dwell value, for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3500. is set to "y" and has a dwell value.
Job Type:
- Mill Turn
Block 3028. Mill Turn - Cross - Peck Drill Canned Cycle
This block is used to output the code for a peck drilling canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3501. is set to "y".
Job Type:
- Mill Turn
Block 3029. Mill Turn - Cross - Tap Canned Cycle
This block is used to output the code for a tapping canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3503. is set to "y".
Job Type:
- Mill Turn
Block 3030. Mill Turn - Cross - Boring Cycle #1 Canned Cycle
This block is used to output the code for a boring #1 canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3504. is set to "y".
Job Type:
- Mill Turn
Block 3031. Mill Turn - Cross - Boring Cycle #2 Canned Cycle
This block is used to output the code for a boring #2 canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3505. is set to "y".
Job Type:
- Mill Turn
Block 3032. Mill Turn - Cross - Boring Cycle #3 (Back Boring) Canned Cycle
This block is used to output the code for a boring #3 (Back Boring) canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3506. is set to "y".
Job Type:
- Mill Turn
Block 3033. Mill Turn - Cross - Boring Cycle #1Canned Cycle With Dwell
This block is used to output the code for a boring #1 canned cycle, with dwell, for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3504. is set to "y" and has a dwell value.
Job Type:
- Mill Turn
Block 3034. Mill Turn - Cross - Boring Cycle #2 Canned Cycle With Dwell
This block is used to output the code for a boring #2 canned cycle, with dwell, for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3505. is set to "y" and has a dwell value.
Job Type:
- Mill Turn
Block 3035. Mill Turn - Cross - Canned Cycle Drill Point Format With Subprograms
This block is used to output the subsequent hole locations needed for cross canned drilling and tapping operations with subprograms turned on.
Job Type:
- Mill Turn
Block 3036. Mill Turn - Cross - Canned Cycle Drill Point Format For Standard Drill No Subprograms
This block is used to output the subsequent hole locations needed for standard drill canned cycle for cross axis drilling operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3037. Mill Turn - Cross - Canned Cycle Drill Point Format For Standard Drill With Dwell No Subprograms
This block is used to output the subsequent hole locations needed for standard drill canned cycle for cross axis drilling operations with subprograms turned off and has a dwell value.
Job Type:
- Mill Turn
Block 3038. Mill Turn - Cross - Canned Cycle Drill Point Format For Peck Drill No Subprograms
This block is used to output the subsequent hole locations needed for peck drill canned cycle for cross axis drilling operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3039. Mill Turn - Cross - Canned Cycle Drill Point Format For Tapping No Subprograms
This block is used to output the subsequent hole locations needed for tapping canned cycle for cross axis drilling operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3040. Mill Turn - Cross - Canned Cycle Drill Point Format For Boring Cycle #1 No Subprograms
This block is used to output the subsequent hole locations needed for boring #1 canned cycle for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3041. Mill Turn - Cross - Canned Cycle Drill Point Format For Boring Cycle #2 No Subprograms
This block is used to output the subsequent hole locations needed for boring #2 canned cycle for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3042. Mill Turn - Cross - Canned Cycle Drill Point Format For Boring Cycle #3 (Back Boring) No Subprograms
This block is used to output the subsequent hole locations needed for boring #3(Back Boring) canned cycle for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3043. Mill Turn - Cross - Canned Cycle Drill Point Format For Boring Cycle #1 With Dwell No Subprograms
This block is used to output the subsequent hole locations needed for boring #1 canned cycle, with dwell, for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3044. Mill Turn - Cross - Canned Cycle Drill Point Format For Boring Cycle #2 With Dwell No Subprograms
This block is used to output the subsequent hole locations needed for boring #2 canned cycle, with dwell, for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3045. Mill Turn - Cross - Canned Cycle Drill Point Format For High Speed Peck Drill No Subprograms
This block is used to output the subsequent hole locations needed for high speed peck drilling canned cycle for cross axis drilling operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3046. Mill Turn - Cross - Canned Cycle Drill Point Format For Left Hand Tapping Cycle No Subprograms
This block is used to output the subsequent hole locations needed for left hand tapping canned cycle for cross axis tapping operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3047. Mill Turn - Cross - Canned Cycle Drill Point Format For Fine Boring Canned Cycle No Subprograms
This block is used to output the subsequent hole locations needed for Fine Boring canned cycle for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3500. Mill Turn - Cross - Use Standard Drilling Canned Cycle?
This question tells the posting engine if it should output the drilling cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Cross Standard Drill |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3501. Mill Turn - Cross - Use Peck Drilling Canned Cycle?
This question tells the posting engine if it should output the peck drilling cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Cross Peck Drill |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3502. Mill Turn - Cross - Use High Speed Peck Drilling Canned Cycle?
This question tells the posting engine if it should output the high speed peck drilling cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Cross High Speed Peck Drill |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3503. Mill Turn - Cross - Use Tapping Canned Cycle?
This question tells the posting engine if it should output the tapping cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system does not generate motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Cross Tapping |
||
|
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
||
|
Yes |
||
Job Type:
- Mill Turn
Block 3504. Mill Turn - Cross - Use Boring Cycle #1 Canned Cycle?
This question tells the posting engine if it should output the bore #1 cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Boring Cycle #1 |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3505. Mill Turn - Cross - Use Boring Cycle #2 Canned Cycle?
This question tells the posting engine if it should output the bore #2 cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Boring Cycle #2 |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3506. Mill Turn - Cross - Use Back Boring Cycle Canned Cycle?
This question tells the posting engine if it should output the back bore cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Back Boring Cycle |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3507. Mill Turn - Cross - Use Left Hand Tapping Canned Cycle?
This question tells the posting engine if it should output the left hand tapping cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system does not generate motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Cross Left HandTapping |
||
|
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
||
|
Yes |
||
Job Type:
- Mill Turn
Block 3508. Mill Turn - Cross - Use Fine Boring Canned Cycle
This block is not currently in use
Job Type:
- Mill Turn
Block 3509. Mill Turn - Cross - Use Rigid Tapping
This block defines if the rigid tapping blocks should be called when the "rigid_tapping_start" and "rigid_tapping_end" command variables are encountered in the cross drilling/tapping postblocks. When set to "y" the posting engine will call blocks: 3020 and 3021 when the command variables are encountered.
Variables Applied To:
- rigid_tapping_start - Command variable
- rigid_tapping_end - Command variable
Job Type:
- Mill Turn
Block 3510. Mill Turn - Cross - Tapping Feed Rate
This block defines if the tapping blocks should output a UPM (Unit Per Minute) or UPR (Unit Per Revolution) feedrate value.
Variables Applied To:
Job Type:
- Mill Turn
Block 3511. Mill Turn - Cross - Maximum Spindle Speed For Tapping
This block defines the maximum allowable spindle speed for tapping for cross tapping operations using live tooling.
Variables Applied To:
Job Type:
- Mill Turn
Block 3512. Mill Turn - Cross - Output G99 Instead of G98 in Drilling?
This post question sets what value is output from the "g98_g99" variable when encountered on a postline in a mill turn cross drilling canned cycle.
Available Options:
y - This setting sets the posting engine so the "g98_g99" posting variable returns the string defined for G99 on post question: 728
n - This setting sets the posting engine so the "g98_g99" posting variable returns the string defined for G98 on post question: 727
Variables Applied To:
Job Type:
- Mill Turn
Block 3513. Mill Turn - Cross - Output G98/G99 in Drilling?
This post question sets wether or not the posting engine will output anything when the "g98_g99" posting variable is encountered on a mill turn cross drilling canned cycle postline.
Available Options:
y - This setting sets the posting engine to process and output the "g98_g99" posting variable.
n - This setting sets the posting engine to ignore the "g98_g99" posting variable.
Variables Applied To:
Job Type:
- Mill Turn
Block 3514. Mill Turn - Cross - Reference Plane Prefix?
This block defines the string value to be used for the prefix of the Reference Plane output in the NC file for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3515. Mill Turn - Cross - First Peck Prefix
This block defines the string value to be used for the prefix of the first peck amount output in the NC file for mill turn cross peck drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3516. Mill Turn - Cross - Peck Drill Prefix
This block defines the string value to be used for the prefix of the peck amount output in the NC file for mill turn cross peck drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3517. Mill Turn - Cross - Drill Depth Prefix
This block defines the string value to be used for the prefix of the depth amount output in the NC file for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3518. Mill Turn - Cross - Cancel Drilling Canned Cycle
This block defines the string value to be used to cancel drilling caned cycles for mill turn, cross drilling canned cycle operations.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3519. Mill Turn - Cross - Prefix For Drill Canned Cycle Feedrate
This block defines the string value to be used as the prefix to the drilling canned cycle feedrate value output for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3520. Mill Turn - Cross - Prefix For Initial Plane
This block defines the string value to be used as the prefix to the drilling canned cycle initial plane value output for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3521. Mill Turn - Cross - Prefix For Tapping Feedrate
This block defines the string value to be used as the prefix to the tapping canned cycle feedrate value output for mill turn cross tapping canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3522. Mill Turn - Cross - Prefix For Tapping Spindle Speed
This block defines the string value to be used as the prefix to the tapping canned cycle spindle speed value output for mill turn cross tapping canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3523. Mill Turn - Cross - Prefix For Threads Per Inch
This block defines the string value to be used as the prefix for the posting variable "theads_per_inch"
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3524. Mill Turn - Cross - Prefix For Thread Lead
This block defines the string value to be used as the prefix for the posting variable "thread_lead"
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3525. Mill Turn - Cross - Retract To Initial Position
This block defines the string value to be used to command a canned cycle to retract to the initial position for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3526. Mill Turn - Cross - Retract To R Plane
This block defines the string value to be used to command a canned cycle to retract to the R plane position for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3527. Mill Turn - Allow Polar Interpolation Mode Rapids
This block defines to the posting engine if rapid motion should be output while inside a polar coordinate conversion section of code. When machining on the face of a part and the posting mode is set to Polar Interpolation, some machines allow rapid moves inside the polar mode and some do not. This question allows the post writer to switch between the two modes.
Valid Options
- "y" - This setting allows rapid motion to be output between the polar mode on/off commands.
- "n" - This setting does not allow rapid motion and you will see the polar coordinate conversion on/off commands output at each rapid move.
Job Type:
- Mill Turn
Block 3528. Mill Turn - Polar Coordinates Relative To Start Angle (Deprecated- Use Block 3529)
When outputting polar coordinate conversion mode, the coordinates that need to be output will either be based off of the current angle of the rotary axis at the point that polar mode is enabled on the machine, or the coordinates must be relative to the 0 degree position of the rotary axis. This question allows you to define which mode should be output from the posting engine.
Valid Options
- "y" - This setting will output the coordinates relative to the angle the rotary axis is currently at when entering polar mode.
- "n" - This setting defines that the coordinates should all be output relative to rotary 0 orientation.
Job Type:
- Mill Turn
Block 3529. Mill Turn - Polar coordinates mode
Some controllers require the C axis to be at 0 before polar interpolation is called. Originally we offered a way to output relative to the start angle with post question 3528 (Polar coordinates relative to start angle?).
This post question would handle the standard cases along with needing the output relative to the start angle. This post question 3528 has now been deprecated in favor of this Post question 3529 that handles each of those cases, along with the case of a controller needing C0 positioning before the polar interpolation call! This block was added to BobCAD-CAM V35 and BobCAM for SOLIDWORKS V10 SP1.
3529. Polar coordinates mode (0: Default mode, 1: Relative to start angle, 2: Start at C=0)?
- Outputs are as is for polar coordinates.
This is like setting the now deprecated post question 3528. Polar coordinates relative to start angle? to no
- Outputs are calculated relative to the start angle.
This is like setting the above mentioned post question to yes.
- Outputs are forced to start at C=0 and the first point is calculated after starting at C0.
Define the starting feedrate value in the Post question 3597 ( Feedrate value for polar coordinates mode 2?). If this Post question 3597 doesn't exist in the Post Processor then the Posting engine uses the maximum cutting feedrate defined on the machine parameters page.
Block 3530. Mill Turn - Cross - Standard Drilling Cycle No Dwell
This post question sets the string value used to command the standard drill canned cycle command on the machine for mill turn cross drill cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3531. Mill Turn - Cross - Peck Drilling Cycle No Dwell
This post question sets the string value used to command the peck drill canned cycle command on the machine for mill turn cross drill cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3532. Mill Turn - Cross - High Speed Peck Drilling Cycle No Dwell
This post question sets the string value used to command the high speed/chip break peck drill canned cycle command on the machine for mill turn cross drill cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3533. Mill Turn - Cross - Tapping Cycle No Dwell
This post question sets the string value used to command the tapping canned cycle command on the machine for mill turn cross tap cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3534. Mill Turn - Cross - Boring Cycle #1 No Dwell
This post question sets the string value used to command the boring #1 canned cycle command on the machine for mill turn cross bore cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3535. Mill Turn - Cross - Boring Cycle #2 No Dwell
This post question sets the string value used to command the boring #2 canned cycle command on the machine for mill turn cross bore cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3536. Mill Turn - Cross - Back Boring Cycle No Dwell
This post question sets the string value used to command the back boring canned cycle command on the machine for mill turn cross bore cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3537. Mill Turn - Cross - Left Hand Tapping Cycle No Dwell
This post question sets the string value used to command the left hand tapping canned cycle command on the machine for mill turn cross tap cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3538. Mill Turn - Cross - Fine Boring Cycle No Dwell
This postblock is not currently in use.
Block 3539. Mill Turn - Cross - Hole Making Cycle No Dwell
This postblock is not currently in use.
Block 3540. Mill Turn - Cross - Hole Making Cycle No Dwell
This postblock is not currently in use.
Block 3541. Mill Turn - Cross - Hole Making Cycle No Dwell
This postblock is not currently in use.
Block 3542. Mill Turn - Cross - Standard Drilling Cycle With Dwell
This post question sets the string value used to command the standard drill canned cycle command on the machine for mill turn cross drill cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3543. Mill Turn - Cross - Peck Drilling Cycle With Dwell
This post question sets the string value used to command the peck drill canned cycle command on the machine for mill turn cross drill cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3544. Mill Turn - Cross - High Speed Peck Drilling Cycle With Dwell
This post question sets the string value used to command the high speed peck drill canned cycle command on the machine for mill turn cross drill cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3545. Mill Turn - Cross - Tapping Cycle With Dwell
This post question sets the string value used to command the tapping canned cycle command on the machine for mill turn cross tap cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3546. Mill Turn - Cross - Boring Cycle #1 With Dwell
This post question sets the string value used to command the boring #1 canned cycle command on the machine for mill turn cross boring cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3547. Mill Turn - Cross - Boring Cycle #2 With Dwell
This post question sets the string value used to command the boring #2 canned cycle command on the machine for mill turn cross boring cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3548. Mill Turn - Cross - Back Boring Cycle With Dwell
This post question sets the string value used to command the back boring canned cycle command on the machine for mill turn cross boring cycle (#3) with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3549. Mill Turn - Cross - Left Hand Tap Cycle With Dwell
This post question sets the string value used to command the left hand tapping canned cycle command on the machine for mill turn cross tapping with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3550. Mill Turn - Cross - Fine Boring Cycle With Dwell
This postblock is currently not in use.
Block 3551. Mill Turn - Cross - Hole Making Cycle With Dwell
This postblock is currently not in use.
Block 3552. Mill Turn - Cross - Hole Making Cycle With Dwell
This postblock is currently not in use.
Block 3553. Mill Turn - Cross - Hole Making Cycle With Dwell
This postblock is currently not in use.
Block 3559. Mill Turn - Output Arc Center I Values As Radius
This post question sets the posting engine on how it should output the I values for cutting arcs using live tooling when the post question: 222 is set to an option that uses IJK output.
The I value represents the X axis component of the arc center. By default the I value will be output as a Diameter mode. When this question is set to "y" the posting engine will output the value as a Radial dimension.
Posting Variables Applied To:
Job Type:
- Mill Turn
See Also:
- Block 204 For arc gcode modality
- Block 205 For arc end point coordinate modality
- Block 221 For breaking arcs at quadrants
- Block 222 For arc center output type
- Block 223 For breaking Arcs if larger than 180 degrees
- Block 319 For breaking arcs over a large size
- Block 320 For arc breaking tolerance setting
- Block 446 For arc center output modality
- Block 550 For breaking arc segments into line segments
- Block 640, 641, 642, 643 for prefix definitions for arc center values (Both IJK and R Types)
- Block 682 and 683 for Arc gcode command string definition for CW and CCW arc moves.
Block 3561. Mill Turn - Gcode For MT Radius Mode
This post question takes a string value that represents the command that will put the machine into radius mode programming on mill tun machines. The value is applied to the "mt_output_rad_dia" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
See Also:
- Block 3562 - Gcode For MT Diameter Mode
Block 3562. Mill Turn - Gcode For MT Diameter Mode
This post question takes a string value that represents the command that will put the machine into diameter mode programming on mill tun machines. The value is applied to the "mt_output_rad_dia" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
See Also:
- Block 3561 - Gcode For MT Radius Mode
Block 3564. Mill Turn - Gcode For Offset Value Set Command
This post question takes a string value that represents the command that will allow the setting of offset registers the CNC controller on the mill turn machine. The value is applied to the "g_offset_value_set" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3565. Mill Turn - Gcode For Offset Value Set Cancel Command
This post question takes a string value that represents the command that will cancel the setting of offset registers the CNC controller on the mill turn machine. The value is applied to the "g_offset_value_set_cancel" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3566. Mill Turn - Gcode For Torque Skip Mode
This post question takes a string value that represents the command that will turn on the torque skip function of the CNC controller on the mill turn machine. The value is applied to the "g_torque_skip" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3567. Mill Turn - Gcode For Torque Limit Mode
This post question takes a string value that represents the command that will turn on the torque limiting function of the CNC controller on the mill turn machine. The value is applied to the "g_torque_limit_on" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3568. Mill Turn - Gcode For Torque Limit Mode Cancel
This post question takes a string value that represents the command that will turn off the torque limiting function of the CNC controller on the mill turn machine. The value is applied to the "g_torque_limit_cancel" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3569. Mill Turn - Gcode For Stroke Limit ON
This post question takes a string value that represents the command that will turn on the stroke limiting function of the CNC controller on the mill turn machine. The value is applied to the "g_stroke_limit_on" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3570. Mill Turn - Gcode For Stroke Limit OFF
This post question takes a string value that represents the command that will turn off the stroke limiting function of the CNC controller on the mill turn machine. The value is applied to the "g_stroke_limit_off" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3571. Mill Turn - Stroke Limit First Point X Prefix
This post question takes a string value that defines the X axis point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_x" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3572. Mill Turn - Stroke Limit First Point Y Prefix
This post question takes a string value that defines the Y axis point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_y" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3573. Mill Turn - Stroke Limit First Point Z Prefix
This post question takes a string value that defines the Z axis point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_z" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3574. Mill Turn - Stroke Limit Second Point X Prefix
This post question takes a string value that defines the X axis end point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_i" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3575. Mill Turn - Stroke Limit Second Point Y Prefix
This post question takes a string value that defines the Y axis end point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_j" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3576. Mill Turn - Stroke Limit Second Point Z Prefix
This post question takes a string value that defines the Z axis end point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_k" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3577. Mill Turn - Gcode For Max Spindle Speed Clamp
This post question takes a string value that defines the maximum spindle speed clamp function of the CNC controller on a mill turn machine. The value is applied to the "g_max_ss" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3578. Mill Turn - Gcode For Exact Stop Mode
This post question takes a string value that defines the turning on of the exact stop mode on the CNC controller on a mill turn machine. The value is applied to the "g_exact_stop" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3579. Mill Turn - Gcode For Exact Stop Mode ON
This post question takes a string value that defines the turning on of the exact stop mode on the CNC controller on a mill turn machine. The value is applied to the "g_exact_stop_modal_on" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3580. Mill Turn - Gcode For Exact Stop Mode OFF
This post question takes a string value that defines the turning off the exact stop mode on the CNC controller on a mill turn machine. The value is applied to the "g_exact_stop_modal_off" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3581. Mill Turn - Gcode For Balance Cut Mode
This post question takes a string value that defines the turning on of the balance cutting mode on the CNC controller on a mill turn machine. The value is applied to the "g_balance_cut_on" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3582. Mill Turn - Gcode For Balance Cut Mode Cancel
This post question takes a string value that defines the turning off the balance cutting mode on the CNC controller on a mill turn machine. The value is applied to the "g_balance_cut_off" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3590. Mill Turn - Y Axis Machining Mode Enable
This post question takes a string value that defines the turning on Y axis machining mode on the CNC controller on a mill turn machine. The value is applied to the "y_axis_mode" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3591. Mill Turn - Y Axis Machining Mode Disable
This post question takes a string value that defines the turning off Y axis machining mode on the CNC controller on a mill turn machine. The value is applied to the "y_axis_mode" posting variable and also the "y_axis_mode_disable" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3592. Mill Turn - Y Axis Machining Mode - Current X Axis Scale Value
This post question defines the scale value applied to the X axis coordinate output while performing machining with live tools in a feature where the posting output mode uses the Y axis Please note that global shift and scale values may also be effecting output of these coordinates.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3593. Mill Turn - Y Axis Machining Mode - Current Y Axis Scale Value
This post question defines the scale value applied to the Y axis coordinate output while performing machining with live tools in a feature where the posting output mode uses the Y axis Please note that global shift and scale values may also be effecting output of these coordinates.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3594. Mill Turn - Polar Machining Mode - Current X Axis Scale Value
This post question defines the scale value applied to the X axis coordinate output while performing machining with live tools in a feature where the posting output mode uses the polar coordinate conversion function. Please note that global shift and scale values may also be effecting output of these coordinates.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3595. Mill Turn - Polar Machining Mode - Current Y Axis Scale Value
This post question defines the scale value applied to the Y axis coordinate output while performing machining with live tools in a feature where the posting output mode uses the polar coordinate conversion function. Please note that global shift and scale values may also be effecting output of these coordinates.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3597. Mill Turn - Feedrate value for the Polar coordinate mode 2 (set in 3529)
This Post question is used to set the feedrate value for the Polar coordinate mode 2, which is set in the Post question 3529.
3597. Feedrate value for polar coordinates mode 2 (set in 3529.)?
// use for rapid moves converted to feed moves
If this Post question 3597 doesn't exist in the Post Processor then the Posting engine uses the maximum cutting feedrate defined on the machine parameters page.
Block 3600. Mill Turn - Syncing Code Prefix
This Post question is used to set the feedrate value , which is set in the Post question 3529.
3597. Feedrate value for polar coordinates mode 2 (set in 3529.)?
// use for rapid moves converted to feed moves
If this Post question 3597 doesn't exist in the Post Processor then the Posting engine uses the maximum cutting feedrate defined on the machine parameters page.