 Pattern
Pattern
Introduction
This topic explains the options found in the Patterns page of the Pocket operation found in the Mill 2 Axis Wizard, and will provide links to related topics.
The Patterns page
Patterns
-
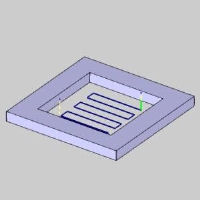
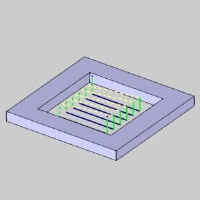
 Standard Pocket - creates a pocket with the specified patten. Standard pockets do not support open pockets.
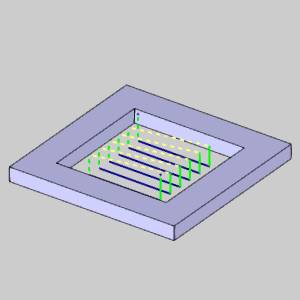
Standard Pocket - creates a pocket with the specified patten. Standard pockets do not support open pockets.- Parallel - creates a pattern
of parallel cuts where the tool feeds in both directions. With this pattern, you can select either No Profile, Profile After, or Profile Before, from the Final Contour group.
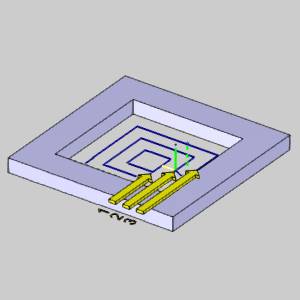
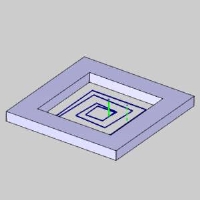
 Offset Pocket Out - creates a
pocket pattern which continually offsets the inner shape of the pocket and
creates the toolpath from the inside-out.
Offset Pocket Out - creates a
pocket pattern which continually offsets the inner shape of the pocket and
creates the toolpath from the inside-out.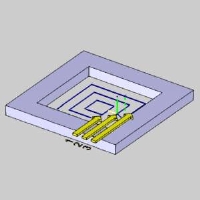
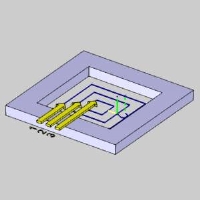
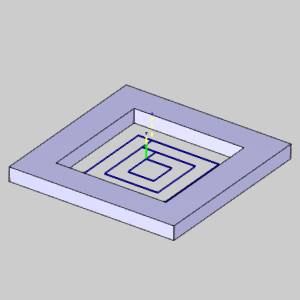
- Offset Pocket In - creates a
pocket pattern which continually offsets the outer shape of the pocket and
creates the toolpath from the outside-in.
-
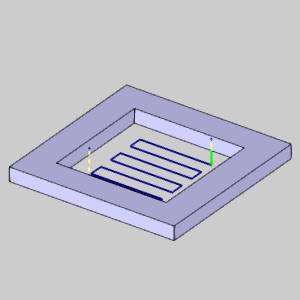
Advanced Pocket - creates a pocket with the specified patten. Advanced pockets are able to support open pockets.
- Parallel - creates a pattern
of parallel cuts where the tool feeds in a single direction. With this pattern, you can select either No Profile, or Profile After, from the Final Contour group.
- Offset Pocket Out - creates a
pocket pattern which continually offsets the inner shape of the pocket and
creates the toolpath from the inside-out.
- Offset Pocket In - creates a
pocket pattern which continually offsets the outer shape of the pocket and
creates the toolpath from the outside-in. This option is different in that the first cut, which is against the wall of the pocket is skipped until the rest of the pocket is cleared out.
Standard Pocket Advanced Pocket 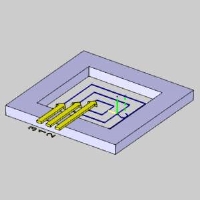
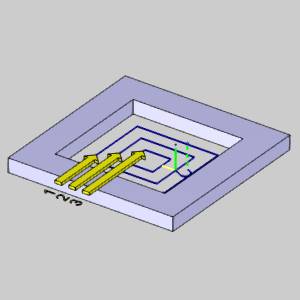
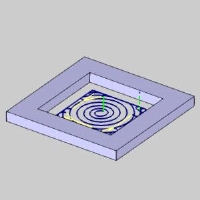
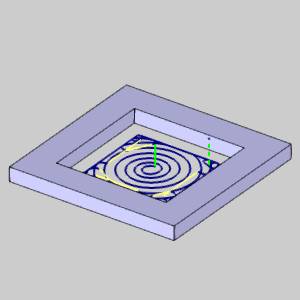
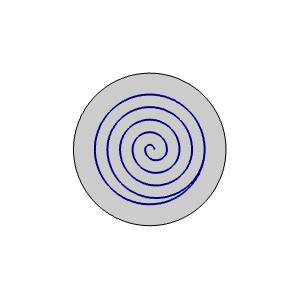
- Morph Spiral - creates a pocket pattern which combines a spiral and the offset shape of the pocket in order to eliminate linking moves. A morph is only applied in situations creating a closed contour. Open pockets will not always be able to utilize the morph pattern.
Standard Offset Morph Spiral 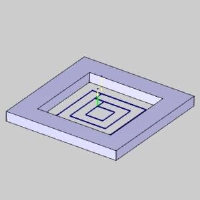
- Adaptive Roughing - creates a high-speed machining operation with automatic
tool engagement settings. When this option is selected, the Minimal Curvature
Radius is added to the Parameters group in this dialog box. In addition,
the Link Clearance is added to the Finish group in the Parameters page
of the wizard.


-
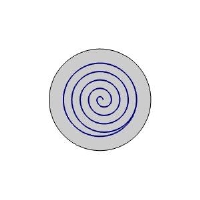
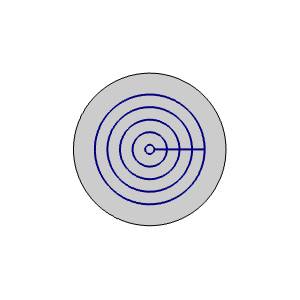
Use Spiral for Circular Pockets - Spiral pockets give the user the ability to create spiral toolpath instead of the standard offset toolpath for circular pockets.
 Select the check
box to a override the previously selected pattern in favor of a spiral
pocketing method on circular pockets.
Select the check
box to a override the previously selected pattern in favor of a spiral
pocketing method on circular pockets.  While the check box
remains unselected, the currently selected pattern will be applied
to all geometry, including circles.
While the check box
remains unselected, the currently selected pattern will be applied
to all geometry, including circles. Offset
Spiral 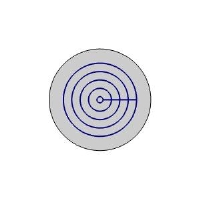
Final Contour - This group becomes available when the Parallel pattern is selected.
-
No Profile - No finish pass is calculated.
-
Profile After - A finish pass is added to remove the material from
the pocket after the pattern is applied.
-
Profile Before - A finish pass is added to remove the material
from the pocket before the pattern is applied.

Cut Direction
These options are only available when Offset Pocket In or Offset Pocket Out is selected.
- One Way (Advanced
Pocket)
Select the check box to define a one-way machining for the Advanced Pocket.
This enables the Climb Mill and
Conventional Mill cutting options.
- Climb Mill - the tool travels
in a counter clockwise direction along the inside shapes of the model
and travels in a clockwise direction along the outside edges of the
model.
- Conventional Mill- the tool travel in a clockwise direction along the outside edges of the model.
Clear the check box to use an offset pocketing strategy.
Rest Roughing
-
Rest Roughing
Rest Roughing-
With this check box cleared, the pocket will be handled normally. Rest Roughing - When the
Advanced Pocket pattern is selected, Rest Roughing calculates the
toolpath to remove all the non-machined areas remaining from the previous
roughing tool. It machines only those areas that are left behind by
the (larger) previous tool. In Rest Roughing toolpaths you normally
use a smaller step down (as the cutter size reduces) than the cutter
used for the previous roughing toolpath.- Use Previous Operation
Select the check box to have the system automatically set the Rest Roughing
parameters using the tool parameters of a roughing operation that is previous
to this operation in the feature.
Clear the check box to manually enter the tool parameters of the previous
roughing operation.- Previous
Tool Diameter - set this to the
diameter of the previous tool used to rough the part. This value must
be larger than the tool being used for the rest roughing operation.
- Previous
Tool Corner Radius - set this to
the corner radius of the previous tool used to rough the part.
- Previous Allowance XYZ - set this to the amount of side allowance used for the previous roughing operation.
- Previous
Tool Diameter - set this to the
diameter of the previous tool used to rough the part. This value must
be larger than the tool being used for the rest roughing operation.
- Use Previous Operation
Parameters
- Lace Angle - sets the angular direction
of the toolpath from the X-axis of the machining origin when using
the Zig Zag pattern.
- Stepover % - sets how much of the tool is used for the distance between passes.
Note: The following two parameters are only available when using the Advanced Pocket with Adaptive Roughing, without using the Oneway cut direction option.
- Max
Stepover % (Climb) - sets the maximum stepover as a percentage
of the tool for zigzag cutting. When Max Stepover % (Conventional)
is selected, this is only applied to the climb milling portion of
the toolpath.
- Max Stepover %
(Conventional)
Select the check box to specify that maximum stepover as a percentage
of the tool for conventional milling.
Clear the check box when not specifying the conventional stepover for
conventional milling.
Note: The following parameter is only available when using the Advanced Pocket with Adaptive Roughing.
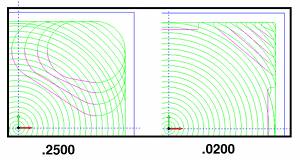
- Minimal Curvature Radius - determines the smallest radius used in the toolpath motion. This value must be greater than zero, but be aware that if you set this value too high, no toolpath is created. This parameter is useful, for example, to determine how far into a corner the toolpath can reach.
The following parameter is only available when using the Advanced Pocket with Parallel, and without using the Oneway cut direction.
-
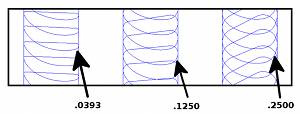
Smooth Connections
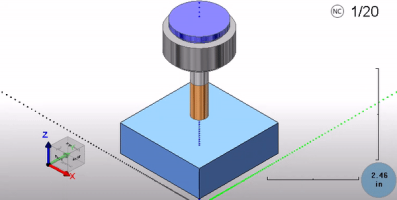
![]() Select the check box to apply a tangent move to the link connection. The specified radius can be anywhere from 0, to half the step over. Notice in the animation below, arcs of a specified size can be applied to the link move.
Select the check box to apply a tangent move to the link connection. The specified radius can be anywhere from 0, to half the step over. Notice in the animation below, arcs of a specified size can be applied to the link move.
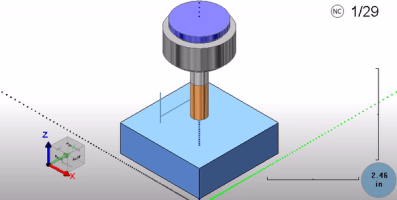
![]() Clear the check box when not utilizing a smooth connection.
Clear the check box when not utilizing a smooth connection.
Note: The Smooth Connections option is only available when an Advanced Pocket / Parallel Pattern is used, and One Way Cut Direction is turned off.

Related Topics
Clicking Next> > takes
you to the next page of the Mill 2 Axis Wizard. To move to the corresponding
topic, click the appropriate link below.
The Profile Rough Parameters
page
The Profile Finish Parameters page
The Pocket Parameters page
The Facing Parameters page
The Engrave Parameters page
The Chamfer Mill Parameters
page
The Plunge Rough Parameters
page
The Corner Rounding Parameters page