





Post Block Reference Introduction
Introduction
In this topic we will cover each of the default post blocks in the Mill post processor. The purpose and use of each block will be explained. It is important to know that the description or name of the block may differ from post processor to post processor as the name (the text to the right of the post block number) is not used by the post processor engine, and is simply a reference to aid in understanding the purpose of the block.
The post blocks are organized by numeric sequence. This post blocks themselves may or may not be in numeric sequence in a post processor
Header Blocks
Block 1000. Post Version Number
This block is a special block found at the beginning of all post processors. It is out of numeric sequence because of it's purpose. This block is read by the post processing engine and determines the logic version the posting engine should use to read and interpret the post processor file.
Example:
1000. Version Information = Version Month Day Year? "11.0 12 12 2016"
On this line we have the post block number: "1000." followed by string text. The posting engine version the file should be processed with is defined by the "11.0" When major changes are made to the post processing engine the version number will increment. However, the version number does not increment with each new version of the BobCAD-CAM software.
Job Type:
- Mill
- Lathe
- Mill Turn
Block 0. File Header
This is the first block called at the very beginning of a program. This block is used to output any file starting characters, along with things like program numbers and starting comments. If you need to output a tool list using the "output_tool_list" command variable, it should be done in this block.
Job Type:
- Mill
- Lathe
- Mill Turn
Tool Change Blocks
Block 1. Start of File Program Zero
This postblock is not in use and should be removed from all current *BCPst post processors
Block 2. Start of File Standard
This postblock is used to output the 1st tool and any startup commands that may be desired at the beginning of an NC program. This block is only ever called 1 time at the beginning of an NC program. This block where the following should happen:
- Initialize the 1st tool and tool offsets (Length and Diameter)
- Define current Work Piece coordinate system
- Define active working plane
- Spindle speed and ON codes for the proper direction
- Output initial XY and Z moves for the operation.
- Define any Coordinate Rotation, Origin Tracking/Dynamic Work Offsets(DWO) or RTCP/TCP commands. - Each of these commands have special variables and/or blocks that are used to implement these functions. Please see related sections for more details.
- Turn on any coolant/vacuum commands
Block 3. Tool Change
This postblock is call at the beginning of an operation where the tool in the spindle must be changed. This applies to all tools after the initial tool at the start of the program. Any operation startup commands and initial position moves for the current machining operation should be output from this block. Below is a list of the items that should be output from this block:
- Initialize the new tool and tool offsets (Length and Diameter)
- Define current Work Piece coordinate system
- Define active working plane.
- Spindle speed and ON codes for the proper direction
- Output initial XY and Z moves for the operation.
- Define any Coordinate Rotation, Origin Tracking/Dynamic Work Offsets(DWO) or RTCP/TCP commands. - Each of these commands have special variables and/or blocks that are used to implement these functions. Please see related sections for more details.
- Turn on any coolant/vacuum commands
Block 4. Null Tool Change
Null Tool Changes are when the NC program is changing from one machining operation to another where the same cutting tool will be used. No physical change of the tool is done, however the new machining operation must establish all of the proper settings for the new cutting operation. Below is a list of the items that should be output from this block:
- Initialize the new tool offsets (Length and Diameter)
- Define current Work Piece coordinate system
- Define active working plane.
- Spindle speed codes
- Output initial XY and Z moves for the operation.
- Define any Coordinate Rotation, Origin Tracking/Dynamic Work Offsets(DWO) or RTCP/TCP commands. - Each of these commands have special variables and/or blocks that are used to implement these functions. Please see related sections for more details.
- Turn on any coolant/vacuum commands
Block 5. End of File
This postblock is used to terminate the NC program. This is where commands that were turned ON in the active program should be turned off or set back to an initial state. By terminating commands it will remove possible errors when the next program is started where the new program does not define the proper state for items like active working plane, work coordinate..etc. Below is a list of the items that should be output from this block:
- Establish an ending work piece coordinate system.
- Move the machine to an end of program position. Commonly used to aid in the operator loading and unloading the parts from the machine.
- Load the 1st used tool back into the spindle to speed up the process of running the same program again.
- Any special characters needed by the controller to terminate the program.
Job Type:
- Mill
- Lathe
- Mill Turn
General Postblocks
Block 7. Sub Program Call
This postblock is used to format the output into the NC program that is calling a sub program to be run in the program.
Example: "N51 M98 P10 (SUBPROGRAM CALL)"
NOTE: sub programs will only be output if the sub program option is enabled inside the Machine Definition > Posting page.
Block 8. Sub Definition
This postblock is used to format the beginning of the sub program itself that is output into the NC program.
Example:
O10 (SUBPROGRAM OF O100)
G91
N01 G01 Y0.5
N06 G02 X0.765 Y0.765 I0.765
NOTE: that sub programs will only be output if the sub program option is enabled inside the Machine Definition > Posting page.
Block 9. Sub Program Return
This postblock is used to format the code used to return from the end of a sub program back to the main program.
Example:
N31 G01 X-2.
N36 G02 X-0.765 Y0.765 J0.765
N41 G01 Y0.5
G90
M99
NOTE: that sub programs will only be output if the sub program option is enabled inside the Machine Definition > Posting page.
Block 10. Primary Rotary Axis Index String
Rotary output is broken into two categories, Indexing, and simultaneous. This block is called when the command variable "output_primary_rotary_index" is encountered by the posting engine on a post line. The purpose of this block is to handle the output of the rotary index position into the NC file. Indexing moves are typically not executed along with XYZ position moves, but rather on their own line of code.
Command variable used to call block 10 in a postline:
Variables used in this block to access rotary position:
Block 11. Cancel Cutter Compensation
This postblock is used to output the code required to cancel the Cutter Diameter Compensation command on the machine. This block is called automatically by the "cc" variable. The"cc" command variable that will call block 11, 12, or 13 depending on the state of the cutter compensation and where the program is in the cut.
The variable that is commonly used in this block to hold the cancel offset string is:
Block 12. Cutter Compensation - Left
This postblock is used to output the code required to turn on the Cutter Diameter Compensation command on the machine in the left direction. This block is called automatically by the "cc" variable. The cc command variable that will call block 11, 12, or 13 depending on the state of the cutter compensation and where the program is in the cut.
The variables that are commonly used in this block are:
Block 13. Cutter Compensation - Right
This postblock is used to output the code required to turn on the Cutter Diameter Compensation command on the machine in the right direction. This block is called automatically by the "cc" variable. The cc command variable that will call block 11, 12, or 13 depending on the state of the cutter compensation and where the program is in the cut.
The variables that are commonly used in this block are:
Block 14. Tool Length Compensation
This postblock is used to output the codes required to turn on Tool Length Compensation in the machine's controller. This postblock is called when the posting engine encounters the "length_offset" variable on a postline.
Block 15. First Machine Setup
This postblock is used to output a comment into the NC program to identify that the current portion of the program is part of the 1st machine setup defined in the CAM tree of the BobCAD-CAM software. This block is called automatically after block 0, and before block 2 in the beginning of an NC program.
Block 16. Machine Setup Change
This postblock is used to output a comment into the NC program to identify that the program is changing to a new setup as defined in the CAM tree of the BobCAD-CAM software. This block is called automatically after the last operation of the previous setup, and before the 1st operation of the new setup.
Block 17. Secondary Rotary Axis Index String
Rotary output is broken into two categories, Indexing, and simultaneous. This block is called when the command variable "output_secondary_rotary_index" is encountered by the posting engine on a post line. The purpose of this block is to handle the output of the rotary index position into the NC file. Indexing moves are typically not executed along with XYZ position moves, but rather on their own line of code.
Command variable used to call block 17 in a postline:
Variables used in this block to access rotary position:
Block 18. Third Rotary Axis Index String
Rotary output is broken into two categories, Indexing, and simultaneous. This block is currently not used in the BobCAD-CAM system but is here for future expansion.
Block 19. End of Operation (Deprecated)
This block is currently not in use and should be removed from current *BCPst post processors.
Block 20. Spindle Speed Low Range
This posblock is used for outputting the code required to put the machine spindle in low range gear mode. When the "spindle_range"variable is encountered on a postline by the posting engine, the system will call either block 20 or block 21 based on the defined spindle speed on post question 431. For values lower than the defined value the posting engine will call block 20. For speeds higher the posting engine will call block 21.
Post blocks and post questions associated with block 20:
- Block 21 - Spindle Speed High Range
- Post Question 431 - Spindle Speed for High Range
Command variable used to call block 20:
Block 21. Spindle Speed Low Range
This posblock is used for outputting the code required to put the machine spindle in high range gear mode. When the spindle_range variable is encountered on a postline by the posting engine, the system will call either block 20 or block 21 based on the defined spindle speed on post question 431. For values lower than the defined value the posting engine will call block 20. For speeds higher the posting engine will call block 21.
Post blocks and post questions associated with block 21:
- Block 20 - Spindle Speed Low Range
- Post Question 431 - Spindle Speed for High Range
Command variable used to call block 21:
Block 22. Rigid Tapping Start
This postblock is used to output the necessary commands to put a machine in rigid tapping mode. This usually puts the machine into a feed per revolution mode. When the rigid_tapping_start variable is encountered on a postline by the posting engine, the system will call block 22 to output the rigid tapping startup commands. The posting engine will only use the rigid tapping blocks when post question 272 is set to "y". The post question 233. also needs to be set to "y" to allow the posting engine to output the tapping motion as a canned cycle.
Post blocks and post questions associated with block 22:
- 233. Use Tapping Canned Cycle (y/n) - Must be "y" to support rigid tapping
- 272. Rigid Tapping (y/n) - Must be "y" to support rigid tapping
Command variable used to call block 22:
Block 23. Rigid Tapping End
This postblock is used to output the necessary commands to cancel rigid tapping mode. See block 22 for more information.
Command variable used to call block 23:
Block 24. File Trailer
This postblock is used to output commands or characters that are necessary to be at the very end of the NC file. An example of these characters would be the final "%" sign commonly needed to signal the end of the file to RS-232 communication programs.
Block 25. Format For Offset When Using Offset Registers (Deprecated)
This block is currently not in use and should be removed from all current *BCPst post processors.
Block 26. Set Debug Comments For Post Editing
This block contains a special command variable used by the posting engine to signal that debugging comments should be output into the NC file. The debugging comments aid in tracking down what postblock is outputting code on the various NC file lines.
The command variables used in block 26 to turn on/off debugging is:
When debug_on is present in this block, the posting engine will output the debugging comments.
When debug_off is present in the block, the posting engine will not output the debugging comments.
Example Debugging Comments:
*************2 - 10. Primary rotary axis index string*************
N04 B00.
N05 G00 G90 X-0.8686 Y-1. S612 M04
*************2 - 14. Tool length compensation*************
N06 G43 H1 D1 Z1. M08
*************40. Start of operation*************
*************27. First Rapid Move Z*************
N07 Z0.2
*************50. Line rapid move Z - Z retract*************
N08 Z0.1
*************51. Line feed move Z*************
N09 G01 Z-0.125
See Using Debug Mode topic for more details
Block 27. First Rapid Move Z
This block is used to output the motion for the first Z axis rapid move of the operation just after the tool change.
Block 28. Rapid Move (Deprecated)
This block is currently not in use and should be removed from all current *.BCPst post processors.
Block 30 and Block 31. Initial Positioning code for operation not on transform plane
The BobCAD-CAM posting engine includes support for using Transform Plane/Coordinate Rotation functions on the CNC controller. When cutting 3+2/Indexing operations some machines have a function that allows them to rotate the coordinate system on the machine tool itself. The advantage of this is the ease of understanding the coordinate values used in the program by the machine operator, and also the ability to use tool offsets and canned cycles for operations like drilling when on a rotated plane or face.
In the BobCAD-CAM software there are several options that when enabled will make the posting engine call Block 31 to allow the formatting of the coordinate rotation command as well as then outputting all of the position coordinate relative to this new plane while the Coordinate Rotation function is enabled.
Options used to enable Transform Plane Output
Machine Definition > Posting
![]()
On each Index system when they are created the user must enable the Use Transform Plane option. Additionally there is an option to allow "Use Index System Origin" When this option is active, the posting engine will output all coordinates relative to the origin of the index system. It is up to the post writer to make sure the definition of the transform plane (in block 31) includes the proper formatting to not only rotate the coordinate system, but also translate the zero to the new location.
![]()
![]()
See the Transform Plane section of the Post Variable and API document in the BobCAD-CAM help system for more details on the available variables.
Block 32. and Block 33. End code for operations on or not on a transform plane.
This postblock is called when the command variable "initial_positioning" is encountered on a postline. Block 30 and Block 31 are used output and format the initial position moves and the turning on of workpiece and tool offsets at the beginning of machining operations based on if the operation is using Transform Planes. These blocks are used to end an operation that is or is not using transform planes.
Block 39. Part Number (Deprecated)
This block is called using the "output_part_number" command variable. This block was implemented for a specific purpose and has not been in regular use. Use with caution.
Block 40. Start of Operation
This block is used to output any data that needs to be handled at the beginning of an operation, after the toolchange block but before the toolpath motion. This block is not commonly used as most things can be handled in tool change blocks.
Block 41. End of Contour (Deprecated)
This block is currently not in use and should be removed from all current *.BCPst post processor files.
Block 45. 5 Axis Tool Length Compensation
This block is automatically called by the posting engine when the"tool_length" variable is encountered on a postline. This block is used to output the TCP ON command for simultaneous 5 axis operations. For the posting engine to call this block, the Part Based (Common for TCP) mode must be defined on the Current Settings>Multiaxis Posting Page> Move List Coordinate section for Multiaxis Simultaneous option.
Block 50. Line Rapid Move Z
This block is used to output rapid moves that contain only the Z axis.
Block 51. Line Feed Move Z
This block is used to output feed moves that will contain only the Z axis.
Block 52. Line Rapid Move XY
This block is used to output rapid moves that contain either X, Y, or Both XY axes of motion.
Block 53. Line Feed Move XY
This block is used to output feed moves that contain either X,Y, or Both XY axes of motion.
Block 54. Line Rapid Move XYZ
This block is used to output rapid moves that contain XY and/or Z axis motion.
Note: All the X, Y, & Z rapid move Post variables (xr, yr & zr) used in Post block 54 must be in the same line. Incorrect output can occur if the zr variable is in another line.
Example of Post Block 54 from the 5-Axis Mill Post Processor with all the rapid move variable in the same line.
54. Line rapid move XYZ
n,rapid_move,xr,yr,zr,s_rot,p_rot
Block 55. Line Feed Move XYZ
This block is used to output feed moves that contain XY and/or Z axis motion.
Block 56. Line Feed Move XY on Lead-In.
This block is used to output the XY motion variables for lead-in motion.
Block 57. Line Feed Move XY on Lead-Out.
This block is used to output the XY motion variables for lead-out motion.
Block 58. LPW On
This block is used to output the LPW On variable defined in post question 753.
Block 59. LPW Off
This block is used to output the LPW Off variable defined in post question 752.
Block 64. Arc Move XY (G17 Plane).
See Block 66
Block 65. Arc Move YZ (G19 Plane).
See Block 66
Block 66. Arc Move XZ (G18 Plane).
These block outputs the arc move for arc motion in the standard right angle planes (G17, G18, and G19)
g_arc_plane - This variable outputs the active plane for the arc. These planes are defined on postblock 691, 692, and 693.
g_arc_move - This variable outputs the arc direction string (G2/G3 for Fanuc). The direction strings are defined on postblock: 682, 683.
arc_center - This variable outputs the arc center values based on the setting in postblock 222. This will output IJK or R value automatically based on the setting.
Block 71. End of Operation
This block is called at the end of every operation to be used to handle anything that needs to be output at the end of every operation in the NC program. This block is not commonly used.
Block 73. High speed Peck Drill Canned Cycle - Fast Peck
This block is used to format the output for the high speed peck drilling canned cycle. This block will only be called if the post question: 232 is set to "y".
Block 74. Left Handed Tapping Canned Cycle.
This block is used to format the output for the left hand tapping canned cycle. This block will only be called if the post question: 237 is set to "y".
Additional Information:
Rigid Tapping output is controlled by post question: 272. When set to "y" the post command variables "rigid_tapping_start" and "rigid_tapping_end" will be enabled and cause calls to the following postblocks when encountered on a postline:
rigid_tapping_start - Calls post block 22
rigid_tapping_end - Calls post block 23
Block 76. Fine Boring Canned Cycle (Deprecated)
This block is currently not in use.
Block 80. Cancel Canned Drill Cycle
This block is used to output the required codes to cancel a canned drilling cycle.
Block 81. Drill Canned Cycle
This block is used to output the code for a standard drilling canned cycle. No pecking or chip breaking motion. This block will only be called if post question: 230 is set to "y".
Block 82. Standard Drill Canned Cycle With Dwell
This block is used to output the code for a standard drilling canned cycle but will include the dwell variable. This block will only be called if post question: 230 is set to "y" and the operation has a dwell value entered into the Dwell field on the tool page.
Block 83. Peck Drill Canned Cycle
This block is used to output the code for a peck drilling canned cycle. This block will only be called if post question: 231 is set to "y". The peck drill cycle does not have separate posting blocks for with and without dwell.
Block 84. Tapping Canned Cycle
This block is used to output the code for a tapping canned cycle. This block will only be called if post question: 233 is set to "y". The peck drill cycle does not have separate posting blocks for with and without dwell.
Additional Information:
Rigid Tapping output is controlled by post question: 272. When set to "y" the post command variables "rigid_tapping_start" and rigid_tapping_end will be enabled and cause calls to the following postblocks when encountered on a postline:
rigid_tapping_start - Calls post block 22
rigid_tapping_end - Calls post block 23
Rigid tapping is used to put the machine into a specialized mode to sync the spindle and linear motion of the machine in such a way that a specialized tapping holder is not necessary. Most machines require the feedrate to be output in Feed Per Revolution for rigid tapping.
Block 85. Boring Cycle #1 Canned Cycle (No Dwell)
This block is used to output the code for a Boring Cycle #1 canned cycle. This block will only be called if post question: 234 is set to "y".
Block 86. Boring Cycle #2 Canned Cycle (No Dwell)
This block is used to output the code for a Boring Cycle #2 canned cycle. This block will only be called if post question: 235 is set to "y".
Block 87. Boring Cycle #3 Canned Cycle (Back Boring)
This block is used to output the code for a Boring Cycle #3 (Back Boring) canned cycle. This block will only be called if post question: 236 is set to "y".
Block 88. Boring Cycle #1 Canned Cycle (With Dwell)
This block is used to output the code for a Boring Cycle #1 canned cycle. This block will only be called if post question: 234 is set to "y". This block will be called if there is a dwell value defined on the tool page of the Boring Cycle #1 operation.
Block 89. Boring Cycle #2 Canned Cycle (With Dwell)
This block is used to output the code for a Boring Cycle #2 canned cycle. This block will only be called if post question: 235 is set to "y". This block will be called if there is a dwell value defined on the tool page of the Boring Cycle #2 operation.
Block 90. Canned Cycle Drill Point Format (With Subprograms)
This block is used to output the subsequent point location for canned drilling cycles with subprograms.
Block 91. Canned Cycle Drill Point Format for Standard Drill (No Subprograms)
This block is used to output the subsequent point location for Standard Drill canned drilling cycles without subprograms.
Block 92. Canned Cycle Drill Point Format for Standard Drill with Dwell (No Subprograms)
This block is used to output the subsequent point location for Standard Drill canned drilling cycles that have a Dwell, but without subprograms.
Block 93. Canned Cycle Drill Point Format for Peck Drill (No Subprograms)
This block is used to output the subsequent point location for Peck Drill canned drilling cycles without subprograms.
Block 94. Canned Cycle Drill Point Format for Tapping (No Subprograms)
This block is used to output the subsequent point location for Tapping canned cycle without subprograms.
Block 95. Canned Cycle Drill Point Format Boring #1 Cycle (No Subprograms)
This block is used to output the subsequent point location for Boring #1 canned cycle without subprograms.
Block 96. Canned Cycle Drill Point Format Boring #2 Cycle (No Subprograms)
This block is used to output the subsequent point location for Boring #2 canned cycle without subprograms.
Block 97. Canned Cycle Drill Point Format Boring #3 Cycle (No Subprograms)
This block is used to output the subsequent point location for Boring #3 canned cycle without subprograms.
Block 98. Canned Cycle Drill Point Format Boring #1 Cycle with Dwell (No Subprograms)
This block is used to output the subsequent point location for Boring #1 canned cycle with Dwell, but without subprograms.
Block 99. Canned Cycle Drill Point Format Boring #2 Cycle with Dwell (No Subprograms)
This block is used to output the subsequent point location for Boring #2 canned cycle with Dwell, but without subprograms.
Block 100. Absolute Coordinate Output (Deprecated)
This block is used to output the "absolute_coord" posting variable. This block is currently not in use and should be removed from the current *.BCPst post processor files.
Block 101. Incremental Coordinate Output (Deprecated)
This block is used to output the "incremental_coord" posting variable. This block is currently not in use and should be removed from the current *.BCPst post processor files.
Block 108. Rectangular Stock Format
This block is used to output the definition of the stock when the "output_stock_definition" command variable is encountered on a postline in a milling job. This stock format was originally implemented for outputting the required stock definition for the Predator Editor.
Block 109. Rotary Stock Format
This block is used to output the definition of the stock when the "output_stock" command variable is encountered on a postline in a lathe job. This stock format was originally implemented for outputting the required stock definition for the Predator Editor.
Block 110. Tool List Format
This block is used to format the output of a tool list in the header of the program. When the command variable "output_tool_list" variable is encountered in post block 0 the posting engine will call block 110. for each tool that is used in the NC program.
Block 111. Rotary Rewind Before Toolchange Block
This block is called in Mill Turn jobs when the command variable "optional_rotary_rewind" is encountered in postblocks ending a machining operation and the post question 445 is set to "y".
NOTE: Output is controlled by post question 445.
Block 113. Canned Cycle Drill Point Format for High Speed Peck Drill (No Subprograms)
This block is used to output the subsequent point location for High Speed Peck Drill canned drilling cycles without subprograms.
Block 114. Canned Cycle Drill Point Format for Left Hand Tapping (No Subprograms)
This block is used to output the subsequent point location for Left Hand Tapping canned cycles without subprograms.
Block 116. Canned Cycle Drill Point Format for Fine Boring (No Subprograms)
This block is currently not in use.
Block 152. Line Rapid Move XY When Wrapping
This block is used to output XY and rotary rapid moves for operations that are inside a wrapping group. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 153. Line Feed Move XY When Wrapping
This block is used to output XY and rotary feed moves for operations that are inside a wrapping group. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 154. Line Rapid Move XYZ When Wrapping
This block is used to output XYZ and rotary rapid moves for operations that are inside a wrapping group. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 155. Line Feed Move XYZ When Wrapping
This block is used to output XYZ and rotary feed moves for operations that are inside a wrapping group. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 156. Line Feed Move XY on Lead-In When Wrapping
This block is used to output XY and rotary feed moves on Lead-In motion for operations that are inside a wrapping group. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 157. Line Feed Move XY on Lead-Out When Wrapping
This block is used to output XY and rotary feed moves on Lead-Out motion for operations that are inside a wrapping group. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 164. Arc Move When Wrapping
This block is used to output arc motion while in wrapping groups. This block is only called when the option "4 Axis Arcs OK" is enabled in the Current Settings > Posting page. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.

Block 170. High speed Peck Drill Canned Cycle When Wrapping
This block is used to format the output for the high speed peck drilling canned cycle. This block will only be called if the post question: 232 is set to "y" and the drilling operation exists under a wrapping group in the CAM Tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 171. Left Hand Tapping Canned Cycle When Wrapping
This block is used to format the output for the Left Hand Tapping canned cycle. This block will only be called if the post question: 233 is set to "y" and the tapping operation exists under a wrapping group in the CAM Tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 172. Fine Bore Canned Cycle When Wrapping
This block is currently not in use.
Block 173. Drill Cycle Cancel When Wrapping
This block is used to cancel the canned drilling cycle for operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 174. Standard Drill Cycle When Wrapping
This block is used to format and output the standard canned drilling cycle for operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 175. Standard Drill Cycle With Dwell When Wrapping
This block is used to format and output the standard canned drilling cycle for operations that exist under a wrapping group in the CAM tree and have a dwell value defined. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 176. Peck Drill Cycle When Wrapping
This block is used to format and output the Peck Drilling canned cycle for operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 177. Tapping Canned Cycle When Wrapping
This block is used to format and output the Tapping Canned cycle for operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 178. Boring #1 Canned Cycle When Wrapping
This block is used to format and output the Boring #1 canned cycle for operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 179. Boring #2 Canned Cycle When Wrapping
This block is used to format and output the Boring #2 canned cycle for operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 180. Back Boring Canned Cycle When Wrapping
This block is used to format and output the Back Boring canned cycle for operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 181. Boring #1 Canned Cycle With Dwell When Wrapping
This block is used to format and output the Boring #1 canned cycle for operations that exist under a wrapping group in the CAM tree, and has a Dwell value defined on the tool page. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 182. Boring #2 Canned Cycle With Dwell When Wrapping
This block is used to format and output the Boring #2 canned cycle for operations that exist under a wrapping group in the CAM tree, and has a Dwell value defined on the tool page. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 183. Canned Cycle Drill Point Format for Standard Drill Canned Cycle When Wrapping (With Subprograms)
This block is used to format and output the subsequent drill point locations for drilling canned cycle operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 184. Canned Cycle Drill Point Format for High Speed Peck Drill Canned Cycle When Wrapping (No Subprograms)
This block is used to format and output the subsequent drill point locations for high speed peck drilling canned cycle operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 185. Canned Cycle Drill Point Format for Left Hand Tap Canned Cycle When Wrapping (No Subprograms)
This block is used to format and output the subsequent drill point locations for drilling canned cycle operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 186. Canned Cycle Drill Point Format for Fine Boring Canned Cycle When Wrapping (With Subprograms)
This block is currently not in use.
Block 187. Canned Cycle Drill Point Format for Standard Drill Canned Cycle When Wrapping (No Subprograms)
This block is used to format and output the subsequent drill point locations for drilling canned cycle operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 188. Canned Cycle Drill Point Format for Standard Drill Canned Cycle When Wrapping With Dwell (No Subprograms)
This block is used to format and output the subsequent drill point locations for drilling canned cycle operations that exist under a wrapping group in the CAM tree with a dwell value entered on the tool page of the operation. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 189. Canned Cycle Drill Point Format for Peck Drill Canned Cycle When Wrapping (No Subprograms)
This block is used to format and output the subsequent drill point locations for peck drilling canned cycle operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 190. Canned Cycle Drill Point Format for Tap Canned Cycle When Wrapping (No Subprograms)
This block is used to format and output the subsequent drill point locations for tap canned cycle operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 191. Canned Cycle Drill Point Format for Bore #1 Canned Cycle When Wrapping (No Subprograms)
This block is used to format and output the subsequent drill point locations for Bore #1 canned cycle operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 192. Canned Cycle Drill Point Format for Bore #2 Canned Cycle When Wrapping (No Subprograms)
This block is used to format and output the subsequent drill point locations for Bore #2 canned cycle operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 193. Canned Cycle Drill Point Format for Bore #3 Canned Cycle When Wrapping (No Subprograms)
This block is used to format and output the subsequent drill point locations for Bore #3 canned cycle operations that exist under a wrapping group in the CAM tree. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 194. Canned Cycle Drill Point Format for Bore #1 Canned Cycle When Wrapping With Dwell (No Subprograms)
This block is used to format and output the subsequent drill point locations for Bore #1 canned cycle operations that exist under a wrapping group in the CAM tree with a dwell value entered on the tool page of the operation. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 195. Canned Cycle Drill Point Format for Bore #2 Canned Cycle When Wrapping With Dwell (No Subprograms)
This block is used to format and output the subsequent drill point locations for Bore #2 canned cycle operations that exist under a wrapping group in the CAM tree with a dwell value entered on the tool page of the operation. Wrapping groups are used to create machining operations that substitute a linear axis for a rotation axis. Also referred to as Axis Substitution.
Block 197. End of Operation - Toolchange
This block is called at the end of every machining operation where the next operation uses a different tool number. This means the machine will be performing a tool change operation and the codes in this block should finish the current operation and move the tool/spindle to a safe location so the next operation can change the tool.
Block 198. End of Operation - No Toolchange
This block is called at the end of every machining operation where the next operation uses the same tool.
Block 199. End of Last Operation
This block is called at the end of the last operation in the program. The block is commonly used to end the current tool in such a way to prepare for the end of the NC program itself. Note that post block 5 will be called after this block to end the NC program.
MILL POST QUESTIONS
Block 200. Is X Modal?
This post question is setting if the posting engine should treat the X axis coordinate values as modal or not. (See available options below). When set to "n" the system will force the X axis values to be output every time a variable is encountered for the X axis position. When set to "y" the system will only output the X axis value if the position is different than the previous value output.
Available Options:
y - This setting turns on modality for the X axis variables
n - This setting turns off modality for the X axis variables
Block 201. Is Y Modal?
This post question is setting if the posting engine should treat the Y axis coordinate values as modal or not. (See available options below). When set to "n" the system will force the Y axis values to be output every time a variable is encountered for the Y axis position. When set to "y" the system will only output the Y axis value if the position is different than the previous value output.
Available Options:
y - This setting turns on modality for the Y axis variables
n - This setting turns off modality for the Y axis variables
Block 202. Is Z Modal?
This post question is setting if the posting engine should treat the Z axis coordinate values as modal or not. (See available options below). When set to "n" the system will force the X axis values to be output every time a variable is encountered for the Z axis position. When set to "y" the system will only output the Z axis value if the position is different than the previous value output.
Available Options:
y - This setting turns on modality for the Z axis variables
n - This setting turns off modality for the Z axis variables
Block 203. Are the Gcodes Modal?
This post question is setting if the posting engine should treat Gcode commands as modal or not. (See available options below). When set to "n" the system will force the gcode commands every time a variable is encountered for a gcode. When set to "y" the system will only output the gcode commands only if the current gcode is different than the previous command output. This works for gcodes that are related to one another. For example G0 and G1. G0 is the code for a rapid move and is output using the "rapid_move" variable. G1 is a move at feedrate and is output using the "feed_move" variable. In the following postblock example you can see how modality will be handled with multiple lines where the same variable is used:
|
Example Postblock |
Example Output - 203 set "y" |
Example Output - 203 set "n" |
|
n, rapid_move, xr n, rapid_move, yr n, rapid_move, zr
|
N001 G0 X1.0 N002 Y1.0 N003 Z1.0 |
N001 G0 X1.0 N002 G0 Y1.0 N003 G0 Z1.0 |
Available Options:
y - This setting turns on modality for gcodes
n - This setting turns off modality for gcodes.
Block 204. Are the Gcodes (G02 and G03) Modal in Arc Milling?
This post question is setting if the posting engine should treat the Gcode commands for arc milling as modal or not. (See available options below). When set to "n" the system will force the gcode command every time the "g_arc_move" variable is encountered on a postline. When set to "y" the system will output the gcode command initially for the "g_arc_move" variable but unless the arc direction changes, it will not be output again. The following example shows how modality will be handled with multiple arc segments where the arc block is called multiple times:
|
Example Postblock |
|
|
n,g_arc_plane,feed_mode,g_arc_move,x_f,y_f,z_f,arc_center,feed_rate
|
|
|
Example Output - 204 set "y" |
Example Output - 204 set "n" |
|
N001 G17 G03 X1.5 Y-0.6875 I-0.3125 J0. F4.4492 N002 X1.1875 Y-1. I0. J-0.3125 N003 X1.5 Y-1.3125 I0.3125 J0. N004 X1.8125 Y-1. I0. J0.3125 |
N001 G17 G03 X1.5 Y-0.6875 I-0.3125 J0. F4.4492 N002 G03 X1.1875 Y-1. I0. J-0.3125 N003 G03 X1.5 Y-1.3125 I0.3125 J0. N004 G03 X1.8125 Y-1. I0. J0.3125 |
Available Options:
y - This setting turns on modality for the arc gcodes
n - This setting turns off modality for the arc gcodes
Block 205. Are the XY (YZ or XZ) Coorindates Modal in Arc Milling?
This post question is setting if the posting engine should treat the XYZ coordinate positions as modal for arc milling. (See available options below). When set to "n" the system will force the XYZ coordinate values every time the corresponding variables are encountered on a postline. When set to "y" the system will output the coordinate positions initially for the arc but all others will not be output unless the coordinate position changes.
Available Options:
y - This setting turns on modality for the arc XYZ coordinate positions
n - This setting turns off modality for the arc XYZ coordinate positions
Block 206. Are Work Coordinates Modal?
This post question is setting if the "work_coord" variable should be handled as model or not. (See available options below) When set to "n" the system will force the output from the "work_coord" variable whenever it is encountered on a postline. When set to "y" the "work_coord" variable will be output initially in the NC program, but will not output again when encountered on a postline unless the value of the active work offset has changed.
Available Options:
y - This setting turns on modality for the work_coord variable
n - This setting turns off modality for the work_coord variable
Block 207. Output Sequence Numbers in Sub Programs?
When sub programs have been turned ON and the system is outputting the sub program itself into the NC file, this post question controls if the sup program code itself should have sequence numbers. When set to "n" the system will not output sequence numbers for the sub program NC code. When set to "y" the system will output sequence numbers for the sub program NC code.
NOTE: Sequence numbers are output from the "n" variable on a postline. If the postline does not have the "n" variable the system will not output the sequence number regardless of the setting of this post question.
Block 208. Output Sequence Numbers?
This post question controls if the main NC program will output sequence numbers. When set to "n" the system will not output sequence numbers for the main NC program. When set to "y" the system will output sequence numbers for the main NC program.
NOTE: Sequence numbers are output from the "n" variable on a postline. If the postline does not have the "n" variable the system will not output the sequence number regardless of the setting of this post question.
Block 209. Number of Places for Sequence Numbers?
This post question defines how many places the system should use when outputting sequence numbers. The input to this post question is an Integer/Whole number. The following table provides examples of values and the expected output:
|
Example Output - 209 set to 2 |
Example Output - 209 set to 3 |
Example Output - 209 set to 4 |
|
N01 N02 ... N10 N11
|
N001 N002 ... N010 N011 |
N0001 N0002 ... N0010 N0011 |
Block 210. Delete the Decimal Point?
This post question defines if the posting engine should output a decimal point for most variables that output a numeric value. (See available options below) When decimal points are not output the settings for post questions 211, 212, 214, 216, 414, 415, 425, 426 become important to ensure proper format is output for the cnc controller to properly interpret the numeric values.
Available Options:
y - This setting sets the posting engine to not output decimal values
n - This setting sets the posting engine to output decimal values
Block 211. Delete Leading Zeros?
This post question determines if the posting engine should output numeric values with leading zeros based on post questions that define the number of places before the decimal for the corresponding numeric variables. This is normally turned on (set to "y") to remove the leading zeros, and when turned off is usually for machines where no decimal point is output and a specific number of digits need to be present on an output line.
Available Options:
y - This setting sets the posting engine to delete the leading zero values from numeric variables
n - This setting sets the posting engine to not delete the leading zero values from numeric variables
Block 212. Delete Trailing Zeros?
This post question determines if the posting engine should output numeric values with trailing zeros based on post questions that define the number of places after the decimal for the corresponding numeric variables. This is normally turned on (set to "y") to remove the trailing zeros, and when turned off is usually for machines where no decimal point is output and a specific number of digits need to be present on an output line.
Available Options:
y - This setting sets the posting engine to delete the trailing zero values from numeric variables
n - This setting sets the posting engine to not delete the trailing zero values from numeric variables
Block 213. English or Metric Format (E/M)?
This post question determines if the posting engine will output all values in the program either as Inch (Imperial) or Metric values.
Available Options:
e - This setting sets the posting engine to output in Inch (Imperial) format.
m - This setting sets the posting engine to output in Metric format.
Block 214. Places Before Decimal Point for Reals (XYZ)?
This post question sets the number of places the posting engine should output before the decimal point for XYZ coordinate values specifically. Commonly used when no decimal value is output (See Post Question: 211).
Block 215. Number of Places for Tool Numbers?
This post question sets the number of places the posting engine should output for tool numbers. The input to this post question is an Integer/Whole number. The following table provides examples of values and the expected output:
|
Example Output - 215 set to 2 |
Example Output - 215 set to 3 |
Example Output - 215 set to 4 |
|
T01 T02 ... T10 T11
|
T001 T002 ... T010 T011 |
T0001 T0002 ... T0010 T0011 |
This setting is applied to the output from the following posting variables:
Block 216. Number of Places After the Decimal for Feed Rate?
This post question sets the number of places the posting engine will output for feedrate values in the NC file. The input to this post question is an Integer/Whole number.
Block 217. Scale Factor for Feed Rate?
This post question allows you to modify the feedrate values output by the system by using a scale factor. The input to this post question is a Double type numeric value meaning that you can use decimal place number. This setting should be left at a value of 1.0 unless needing to alter the feedrate values. The following table provides examples of values and the expected output:
|
Example Output - 217 set to 1 |
Example Output - 217 set to 2 |
Example Output - 217 set to .5 |
|
F10.0
|
F20.0 |
F5.0 |
Block 218. Number of Places for the Program Number?
This post question defines the number of places the system should use when outputting the program number from the program number variable "prog_n". The input to this post question is an Integer/Whole number. The following table provides examples of values and the expected output:
|
Example Output - 218 set to 2 |
Example Output - 218 set to 4 |
Example Output - 218 set to 8 |
|
O01
|
O001 |
O00000001 |
Block 219. Add Spaces to the Program?
This post question tells the posting engine if it should separate all output values in the NC program with a space character. For machines with limited memory it is desirable to remove spaces from the NC program but it can make the NC code harder to read.
Available Options:
y - This setting sets the posting engine to add spaces between values in the NC program.
n - This setting sets the posting engine to not add spaces between value in the NC program.
Block 221. Break Arcs Into Quadrants?
This post question tells the posting engine if arc motion should be broken up into quadrants thus not allowing larger arc motion to be output. This is very useful and required when arc output is formatted using an "R"/ radius value as outputting arc motion over 90 degrees when using an R/Radius value can result in the machine tool cutting the arc in the wrong direction.
Available Options:
y - This setting sets the posting engine to break arc moves into quadrants
n - This setting sets the posting engine to not break arc moves into quadrants
Block 222. Arc Center?
This post question defines how the posting engine should output the arc center definition into the NC file. The arc center is output from the "arc_center" variable and the following list defines the valid options for this post question:
a = Absolute Mode - The arc center will be output using IJK values to represent the XYZ location of the center point of the arc in Absolute Coordinates relative to the Machine Setup Origin for the operation.
b = Incremental - The arc center will be output using IJK values to represent the XYZ location of the center point of the arc in Incremental coordinate values relative to the starting point of the arc.
d = Unsigned Incremental - The arc center will be output using IJK values to represent the XYZ location of the center point of the arc in Incremental coordinate values however these values will be unsigned (no "-" negatives) relative to the starting point of the arc.
e = Radius Mode - The arc center is defined using an "R"/Radius value and the CNC controller will determine where the center point of the arc will be. This mode is easier to read and understand the size of the arc to be cut but sweeping over 90 degrees in some cases can cause the arc center to be incorrectly determined by the machine tool. It is advised to always set post question 221 to "y" when using this output mode.
NOTE: The modality of the arc center values is controlled by post question: 446.
Block 223. Break Arcs Into Two Pieces if Greater Than 180 Degrees?
This post question tells the posting engine if arc motion should be broken up into two pieces if the sweep of the arc is over 180 degrees This is very useful and required when arc output is formatted using an "R"/ radius value as outputting arc motion over 180 degrees when using an R/Radius value can result in the machine tool cutting the arc in the wrong direction.
Available Options:
y - This setting sets the posting engine to break arc moves into 2 pieces if over 180
n - This setting sets the posting engine to not break arc moves into 2 pieces if over 180
Block 227. Output G40 After, Rather Than With, The Last Linear or Arc Move?
This post question is no longer in use.
Block 228. Support Unicode Output?
This Post question tells the posting engine to support unicode characters or not. This is mainly used for developing post processor that will be used in non-English territories where the software is not in English.
228. Support Unicode Output?
Available Options:
y - This setting sets the posting engine to support Unicode characters
n - This setting sets the posting engine to not support Unicode characters.
SPECIAL NOTE: Some CNC controllers will not accept unicode characters. This option allows the post writer to disable support for these characters and they will be omitted from the output thus removing potential errors at the machine controller.
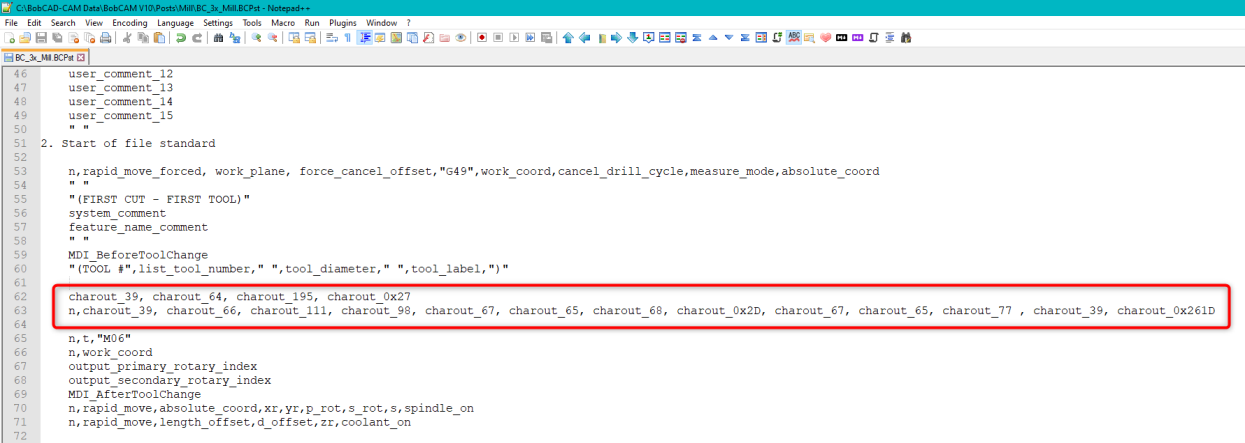
With this support Unicode Post question is set to "Y", the charout_xx Posting variable can output of special characters in the posted Gcode program by specifying its Unicode value. It is important to understand charout_xx variable output is linked with this post question 228. If the post processor is set to only support ASCII characters, charout_xx cannot output characters from the higher Unicode set of characters apart from the ASCII characters.
The following is an example usage of this Post question 288 and the charout_xx posting variable.
Add the lines below to the Post Processor under the block 2 as shown in the picture
charout_39, charout_64, charout_195, charout_0x27
n,charout_39, charout_66, charout_111, charout_98, charout_67, charout_65, charout_68, charout_0x2D, charout_67, charout_65, charout_77 , charout_39, charout_0x261D
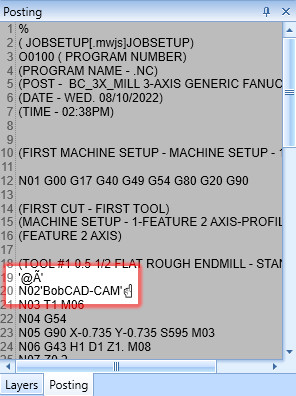
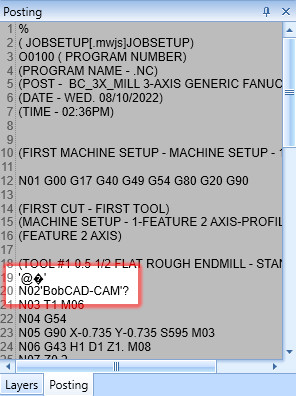
We get the following result depending on the setting of question 228.
228. Support Unicode Output? y 228. Support Unicode Output? n
Block 229. Allow coolant on off codes to be output on a single line?
This Post question tells the Posting engines whether to Post the multiple coolant codes either in a single line or Post each coolant Mcode in different lines. The Mcodes for the coolants are defined in the Post questions 840-859.
Block 230. Use Standard Drilling Canned Cycle?
This question tells the posting engine if it should output the drilling cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Standard Drill |
||||
|
Dwell |
With Subprograms |
With Wrapping |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
|
||
|
|
Yes |
|
||
|
Yes |
|
|
||
|
Yes |
Yes |
|
||
|
|
|
Yes |
||
|
Yes |
|
Yes |
||
|
|
Yes |
Yes |
||
|
Yes |
Yes |
Yes |
||
Block 231. Use Peck Drilling Canned Cycle?
This question tells the posting engine if it should output the peck drilling cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks defined below:
|
Cycle Type: Peck Drill |
||||
|
Dwell |
With Subprograms |
With Wrapping |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
|
||
|
|
Yes |
|
||
|
Yes |
|
|
||
|
Yes |
Yes |
|
||
|
|
|
Yes |
||
|
Yes |
|
Yes |
||
|
|
Yes |
Yes |
||
|
Yes |
Yes |
Yes |
||
Block 232. Use High Speed Peck Drilling Canned Cycle?
This question tells the posting engine if it should output the high speed peck drilling cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks defined below:
|
Cycle Type: High Speed Peck Drill |
||||
|
Dwell |
With Subprograms |
With Wrapping |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
|
||
|
|
Yes |
|
||
|
Yes |
|
|
||
|
Yes |
Yes |
|
||
|
|
|
Yes |
||
|
Yes |
|
Yes |
||
|
|
Yes |
Yes |
||
|
Yes |
Yes |
Yes |
||
Block 233. Use Tapping Canned Cycle? - (Right Hand)
This question tells the posting engine if it should output the tapping canned cycle. If this option is turned off (set to "n") the system will not output code to tap the hole. For Canned Cycle output the posting engine will call the blocks defined in the table below.
|
Cycle Type: Right Hand Tapping |
||||
|
Dwell |
With Subprograms |
With Wrapping |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
|
||
|
|
Yes |
|
||
|
Yes |
|
|
||
|
Yes |
Yes |
|
||
|
|
|
Yes |
||
|
Yes |
|
Yes |
||
|
|
Yes |
Yes |
||
|
Yes |
Yes |
Yes |
||
Block 234. Use Boring Cycle #1 Canned Cycle?
This question tells the posting engine if it should output the boring #1 canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the boring #1 motion. For Canned Cycle output the posting engine will call the blocks defined in the table below.
|
Cycle Type: Bore #1 |
||||
|
Dwell |
With Subprograms |
With Wrapping |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
|
||
|
|
Yes |
|
||
|
Yes |
|
|
||
|
Yes |
Yes |
|
||
|
|
|
Yes |
||
|
Yes |
|
Yes |
||
|
|
Yes |
Yes |
||
|
Yes |
Yes |
Yes |
||
Block 235. Use Boring Cycle #2 Canned Cycle?
This question tells the posting engine if it should output the boring #2 canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the boring #2 motion. For Canned Cycle output the posting engine will call the blocks defined in the table below.
|
Cycle Type: Bore #2 |
||||
|
Dwell |
With Subprograms |
With Wrapping |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
|
||
|
|
Yes |
|
||
|
Yes |
|
|
||
|
Yes |
Yes |
|
||
|
|
|
Yes |
||
|
Yes |
|
Yes |
||
|
|
Yes |
Yes |
||
|
Yes |
Yes |
Yes |
||
Block 236. Use Back Boring Cycle (#3) Canned Cycle?
This question tells the posting engine if it should output the back boring (#3) canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the back boring (#3) motion. For Canned Cycle output the posting engine will call the blocks defined in the table below.
|
Cycle Type: Back Bore #3 |
||||
|
Dwell |
With Subprograms |
With Wrapping |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
|
||
|
|
Yes |
|
||
|
Yes |
|
|
||
|
Yes |
Yes |
|
||
|
|
|
Yes |
||
|
Yes |
|
Yes |
||
|
|
Yes |
Yes |
||
|
Yes |
Yes |
Yes |
||
Block 237. Use Left Hand Tapping Canned Cycle?
This question tells the posting engine if it should output the left hand tapping canned cycle. If this option is turned off (set to "n") the system will not output code to tap the hole. For Canned Cycle output the posting engine will call the blocks defined in the table below.
|
Cycle Type: Left Hand Tapping |
||||
|
Dwell |
With Subprograms |
With Wrapping |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
|
||
|
|
Yes |
|
||
|
Yes |
|
|
||
|
Yes |
Yes |
|
||
|
|
|
Yes |
||
|
Yes |
|
Yes |
||
|
|
Yes |
Yes |
||
|
Yes |
Yes |
Yes |
||
Block 238. Use Fine Boring Cycle?
This block is currently not used.
Block 239. Output 0 dwell value?
This post question allows removing dwell values of zero when outputting drilling canned cycles. In the past when the dwell value was left at the default of zero, the posted code would output a dwell call with a zero value rather than just leave it out. By setting the value of this post question to "n", operations will not include the dwell call with zero value.
Block 240. Amount to Add to "t" to Obtain "t1" ?
This block is used to adjust the tool value that is output from the "t1" variable. The input to this question is an Integer/Whole number. Whatever value is defined on this post question will be added to the tool number and output. The table below shows examples of the "t1" variable output with different values defined on block 240.
|
t1 Variable Output Examples |
||
|
Block 240 Value |
Tool Number |
t1 Output Value |
|
1 |
1 |
2 |
|
5 |
1 |
6 |
|
10 |
1 |
11 |
Block 241. Amount to Add to "t" to Obtain "t2" ?
This block is used to adjust the tool value that is output from the "t2" variable. The input to this question is an Integer/Whole number. Whatever value is defined on this post question will be added to the tool number and output. The table below shows examples of the "t2" variable output with different values defined on block 241.
|
t2 Variable Output Examples |
||
|
Block 241 Value |
Tool Number |
t2 Output Value |
|
1 |
1 |
2 |
|
5 |
1 |
6 |
|
10 |
1 |
11 |
Block 242. Value of "t1" at "t" = 0?
This block is defining what value the "t1" when the "t" variable (tool number) is equal to 0.
Block 243. Value of "t2" at "t" = 0?
This block is defining what value the t2when the t variable (tool number) is equal to 0.
Block 258. Maximum Number of Work Offsets?
This block is defining the maximum number of work offsets that are available to the end user. This setting will alter what the user can see on the Posting Page of the Feature Wizard and the work offset option in the Machine Setup (See images below)
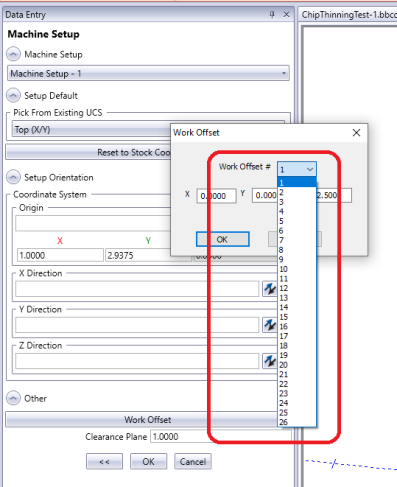
The work offset values that will be output based on the selection from the UI is defined on the post blocks 900. - 999.
Block 262. Add Sign to All Coordinate Values?
This block is setting if the posting engine should add "+" or "-" signs to all coordinates output in the NC file.
Available Options:
y - This setting sets the posting engine to ass signs to all coordinate values
n - This setting sets the posting engine to not add signs to all coordinate values.
|
Example Output - 262 set "y" |
Example Output - 262 set "n" |
|
N56 G01 Y-0.5 N61 G02 X+0.5 Y+0.265 I+0.765 J+0. N66 G01 X+2.5 N71 G02 X+3.265 Y-0.5 I+0. J-0.765 N76 G01 Y-1.5 N81 G02 X+2.5 Y-2.265 I-0.765 J+0. N86 G01 X+0.5 N91 G02 X-0.265 Y-1.5 I+0. J+0.765 N96 G01 Y-1. N101 G03 X-0.515 Y-0.75 I-0.25 J+0. N106 G03 X-0.6918 Y-0.8232 I+0. J-0.25 |
N56 G01 Y-0.5 N61 G02 X0.5 Y0.265 I0.765 J0. N66 G01 X2.5 N71 G02 X3.265 Y-0.5 I0. J-0.765 N76 G01 Y-1.5 N81 G02 X2.5 Y-2.265 I-0.765 J0. N86 G01 X0.5 N91 G02 X-0.265 Y-1.5 I0. J0.765 N96 G01 Y-1. N101 G03 X-0.515 Y-0.75 I-0.25 J0. N106 G03 X-0.6918 Y-0.8232 I0. J-0.25 |
Block 267. Amount to Add to Tool # For Tool Register Value?
The value entered on this block will be added to the current tool number when the "d_offset" posting variable is output. See example below:
|
Example Output - 267 set 5 and Tool number = 1 |
Example Output - 267 set 5 and Tool number = 5 |
|
T01 G43 H01 D06 Z1.0 |
T05 G43 H05 D10 Z1.0 |
Block 272. Rigid Tapping?
When tapping it is often necessary to output special commands to complete what is called "Rigid Tapping" Based on the needs of the machine tool's cnc controller this may be simply putting the machine in Feed Per Revolution mode, or may be another set of specialized commands. To accommodate this the BobCAD-CAM posting engine has to command variables that are placed in the tapping canned cycle blocks and the the cancel canned cycle blocks. These variables are called:
- rigid_tapping_start - When encountered on a postline: if Post Question 272 is set to "y" then block 22 will be called and processed by the posting engine.
- rigid_tapping_end - When encountered on a postline: If Post Question 272 is set to "y" then block 23 will be called and processed by the posting engine.
The above mentioned blocks can be used to process any special ON/OFF codes that need to accompany the tapping cycle to allow the machine to execute Rigid Tapping.
Available Options:
y - This setting sets the posting engine to process the "rigid_tapping_start" and "rigid_tapping_end" command variables.
n - This setting sets the posting engine to not process the "rigid_tapping_start" and "rigid_tapping_end" command variables.
Block 273. Output Programmable Rotary Axis Codes?
This post question effects the output from the rotary indexing codes from the post processor. The following command variables are controlled by this question:
- output_primary_rotary_index - This command variable calls post block 10 when post question 273 is set to "y"
- output_secondary_rotary_index - This command variable calls post block 17 when post question 273 is set to "y"
Available Options:
y - This setting sets the posting engine to output the rotary index positions to the NC program.
n - This setting sets the posting engine to not output the rotary index positions to the NC program.
Block 274. Rotary Clamping Output Mode?
This post question defines the mode the posting engine should use for outputting rotary clamping codes into the NC program. This post question determines if the following variables should be output or not:
Available Options:
y - This setting sets the posting engine to output the rotary clamping codes to the NC program.
n - This setting sets the posting engine to not output the rotary clamping codes to the NC program.
Block 280. Primary Rotary Axis Modal?
This post question defines if the posting engine should treat the variables pertaining to the primary rotary axis as modal or not. (See available options below). When set to "n" the system will force the primary rotary axis values to be output every time a variable is encountered for the primary rotary axis position. When set to "y" the system will only output the primary rotary axis value if the position is different than the previous value output.
Available Options:
y - This setting turns on modality for the primary rotary axis variables
n - This setting turns off modality for the primary rotary axis variables
Block 281. Primary Rotary Axis Modal?
This post question defines if the posting engine should treat the variables pertaining to the secondary rotary axis as modal or not. (See available options below). When set to "n" the system will force the secondary rotary axis values to be output every time a variable is encountered for the secondary rotary axis position. When set to "y" the system will only output the secondary rotary axis value if the position is different than the previous value output.
Available Options:
y - This setting turns on modality for the secondary rotary axis variables
n - This setting turns off modality for the secondary rotary axis variables
Block 313. Z Clearance For Auto Z Programming For XY Move?
This block is currently not in use and should be removed from the current *.BCPst post processor files.
Block 314. Z Clearance For Auto Z Programming For Cutting?
This block is currently not in use and should be removed from the current *.BCPst post processor files.
Block 315. Minimum Part Height?
This block is currently not in use and should be removed from the current *.BCPst post processor files.
Block 319. Break Arcs With Radius Larger Than?
This post question is used when a machine tool cannot process very large arc radius values (Not referring to IJK or R arc center definition). For machines that alarm on large radius values, this post question can be used in conjunction with additional post questions to allow the posting engine to break the large radius into line segments based on a tolerance. The input to this question is an Double/Decimal number.
For this posting question to be applied, post question 550 must be set to "y"
The tolerance used when breaking the arc into line segments is defined on post question: 320
Block 320. Arc Segment Breaking Tolerance?
This post question defines the tolerance value to be used when breaking arc motion into linear segments. The input to this question is an Double/Decimal number. This breakup tolerance will only be applied if post question 550 is set to "y".
Block 321. Line Segment Maximum Length?
This post question defines the tolerance value to be used when breaking arc motion into linear segments. The input to this question is an Double/Decimal number. This line breakup will only be applied if post question 551 is set to "y".
Block 322. Maximum Inverse Feedrate?
This post question defines the maximum feedrate value that will be output from the posting engine when one of the Inverse Time Feedrate modes are turned on in post question 441 and active in the NC file.
Block 323. Minimum Inverse Feedrate?
This post question defines the minimum feedrate value that will be output from the posting engine when one of the Inverse Time Feedrate modes are turned on in post question 441 and active in the NC file.
Block 324. Maximum DPM Feedrate?
This post question defines the maximum feedrate limit value to output by the Posting Engine when the calculated Degrees Per Minute (DPM) feedrate value is too large. The default value is 100000.
324. Maximum degrees per minute feedrate? 100000.00
Block 414. Number of Decimal Places for Metric Numbers?
This post question defines the number of decimal places the posting engine should use for coordinate values when outputting in Metric.
Block 415. Number of Decimal Places for English Numbers?
This post question defines the number of decimal places the posting engine should use for coordinate values when outputting in Imperial/English/Inch.
Block 425. Number of Decimal Places for Angles?
This post question defines the number of decimal places the posting engine should use for angular output. (Rotary Values)
Block 426. Number of Leading Decimal Places for Angles?
This post question defines the number of leading places before the decimal the posting engine should output for angular moves. (Rotary Values)
Block 427. Tapping Feedrate?
This post question defines the format the posting engine should use when outputting the "tapping_feedrate" variable when encountered on a postline.
Available Options:
1 - This setting makes the "tapping_feedrate" variable output with an Unit Per Minute value. (Inch Per Minute/MM Per Minute)
2 - This setting makes the "tapping_feedrate" variable output with a Unit Per Revolution value. (Inch Per Revolution/ MM Per Revolution)
Block 428. Feedrates Other Than Tapping?
This post question defines the format the posting engine should use when outputting the "canned_feed_rate" variable when encountered on a postline. This command is only for canned drilling cycles.
Available Options:
1 - This setting makes the "canned_feed_rate" variable output with an Unit Per Minute value. (Inch Per Minute/MM Per Minute)
2 - This setting makes the "canned_feed_rate" variable output with a Unit Per Revolution value. (Inch Per Revolution/ MM Per Revolution)
Block 429. Maximum Spindle Speed for Tapping?
This post question defines the maximum spindle speed the posting engine should allow to be output for tapping operations.
Block 430. Maximum Spindle Speed? (Deprecated)
This block is currently not in use and should be removed from the current *.BCPst post processor files.
This post question defines the maximum spindle speed the posting engine should allow to be output for all other operations besides tapping operations.
Block 431. Spindle Speed for High Range?
This post question defines the RPM that indicate the machine should switch from Low Speed Gear to High Speed Gear. The posting engine will call the following postblocks based on the setting of this question and the current RPM of the spindle at the time the "spingle_range" post variable is encountered.
- RPM < 431 Setting - The posting engine will call postblock 20 to output low range codes.
- RPM > 431 Setting - The posting engine will call postblock 21 to output high range codes.
Block 432. Add Amount for Tool Number in Tool List?
This post question is only used if the "output_tool_list" variable is placed in postblock 0. The values entered into this post question will be added to the tool number for when the tool number is output in the tool listing as well as all locations that use the "list_tool_number" variable. The input to this question is an Integer/Whole number.
Block 433. Maximum Sequence Number Allowed?
This post question defines the maximum sequence (line) number the posting engine will output in the NC file. This is used to limit the output for controllers that limit the number of places a value can be used. This post question is only applied when posting question 534 is set to "y". The input to this question is an Integer/Whole number.
Block 440. Rotary Output Type
This post question defines how the posting engine generates the rotary positions for the NC program. It is imperative that this setting is properly configured for a customers specific machine. To understand each of the settings for this post question follow this link and refer to thePost Processor Lesson 9 on Rotary Axis.
Available Options:
0 - Absolute Position - All rotary coordinate values will be generated as absolute positions and no sign will be output. This mode is used for indexing and is usually accompanied by M codes in the NC program to indicate the direction of rotation the machine should move. Using this mode will trigger the posting engine to output rotary direction codes when they are encountered on a postline. These post variables are: "primary_rotary_direction" and "secondary_rotary_direction"
1 - Signed Absolute - All rotary coordinate values will be generated as absolute positions and a sign will be output to indicate the direction the machine to rotate.
2 - Signed Continuous - This mode uses a base rotary zero location with all positive moves adding up in 1 direction from zero, while all negative positions being in the opposite direction of zero. It's easiest to think of this mode as a number line wrapped up around a cylinder. This is the most common system used.
Block 441. Multiaxis Feed Type?
This post question defines how the posting engine should output feedrate values in the NC file. Different types of cut and different options on the CNC controller will determine what feedrate is appropriate for the machine tool.
Available Options:
0 - Unit Per Minute - This mode outputs the linear Unit Per Minute (Inch/MM) for all motion in the NC program.
1 - Inverse On ALL - This mode will output inverse time feedrate values for all linear and rotary motion.
2 - Inverse on Rotary - With this mode, rotary toolpaths that position the rotary by itself, or rotary with linear motion, the system will output Inverse Time feedrates. Indexing will not output inverse time feedrates. Multiaxis paths where continuous rotation is present will be output with Inverse Time Feedrates, but multiaxis where rotary positioning is not done during the feeding cut will be output without Inverse Time Feedrates. This is the most common output method for Inverse Time feedrates.
3 - Inverse on 4/5 Axis - In this mode, all motion XYZ and rotation wether output by itself, or together, will be output using inverse time feedrates. This is not a commonly desired output method.
4 - DPM on Rotary Only - This mode outputs Degrees Per Minute for only lines where rotary motion is occurring at feedrate. If the NC file has linear motion along with rotation motion the system will not output DPM.
5 - DPM on Linear/Rotary - This mode outputs Degrees Per Minute for motion that includes a rotary move. This means if there is linear and rotation motion the feedrate value that is output will be in Degrees Per Minute and not Inch/MM Per Minute.
Block 442. Wrapping X Axis Is?
See Block 444 for details.
Block 443. Wrapping Y Axis Is?
See Block 444 for details.
Block 444. Wrapping Z Axis Is?
These postblocks are associated together in their configuration of defining how the posting engine should output wrapping(axis substitution) code. Each rotary axis must be defined correctly based on the kinematics of the specific machine tool.
Examples:
|
4 Axis Mill - Rotary Rotating Around X Axis |
|
|
Post Question |
Value |
|
442 - X Axis |
1 |
|
443 - Y Axis |
2 |
|
444 - Z Axis |
3 |
|
4 Axis Mill - Rotary Rotating Around Y Axis |
|
|
Post Question |
Value |
|
442 - X Axis |
2 |
|
443 - Y Axis |
1 |
|
444 - Z Axis |
3 |
|
4 Axis Mill - Rotary Rotating Around Z Axis |
|
|
Post Question |
Value |
|
442 - X Axis |
3 |
|
443 - Y Axis |
2 |
|
444 - Z Axis |
1 |
Block 445. Rewind Rotary Axis At Toolchange?
This postblock triggers the command variable "optional_rotary_rewind" to call postblock 111 to be called when encountered on a postline. This is used to provide a way to output special codes or commands to rewind the rotary axis back to zero at toolchange blocks. This helps to keep the rotary axes on a machine tool from adding up in positional values that may eventually be to large for the machine controller to handle.
Available Options:
y - This setting turns on rotary rewinds and when the post variable "optional_rotary_rewind" is encountered the posting engine will call postblock 111.
n - This setting turns off rotary rewinds and the post variable "optional_rotary_rewind" is ignored.
Block 446. Arc Center Output Modal?
This post question defines if the arc center values should be output as modal or not. (See available options below). When set to "n" the system will force the arc center values to be output every time a variable is encountered for the arc center position. When set to "y" the system will only output the arc center values if the position is different than the previous value output.
Available Options:
y - This setting turns on modality for the arc center variables
n - This setting turns off modality for the arc center variables
See Post Question 222 for the arc center definition.
Block 511. Use Incremental Coorindates?
This post question forces the posting engine to convert and output all coordinate values as incremental coordinates instead of absolute coordinates if set to "y".
Available Options:
y - This setting turns on incremental output.
n - This setting turns off incremental output.
IMPORTANT NOTE: For post processors that use the "movement_mode" posting variable, the setting for Absolute/Incremental found on the Current Settings > Posting Page will determine which mode is output for the coordinates in the NC file. If the post processor uses the "incremental_coord" or "absolute_coord" posting variables the posting engine will output the coordinates in the corresponding mode.
Block 512. Use Block Delete for Stop Codes?
This post question determines if the block delete character (defined on post question 656) should be output whenever the "stop" post variable in encountered and output into the NC program.
Available Options:
y - This setting turns on the block delete character output before the stop character in the NC file.
n - This setting turns off the block delete character output before the stop character in the NC file.
Block 513. Output F Feed Rate values? (Deprecated)
This block is currently not in use.
Block 515. Output G99 Instead of G98 in Drilling?
This post question sets what value is output from the "g98_g99" variable when encountered on a postline.
Available Options:
y - This setting sets the posting engine so the "g98_g99" posting variable returns the string defined for G99 on post question: 728
n - This setting sets the posting engine so the "g98_g99" posting variable returns the string defined for G98 on post question: 727
Block 516. Output G98/G99 in Drilling?
This post question sets wether or not the posting engine will output anything when the "g98_g99" posting variable is encountered on a postline.
Available Options:
y - This setting sets the posting engine to process and output the "g98_g99" posting variable.
n - This setting sets the posting engine to ignore the "g98_g99" posting variable.
Block 526. Start Renumbering From Start Number For Sub Programs?
This post question changes the sequence numbers output from the "n" posting variable for sub programs.
Available Options:
y - This setting changes the "n" variable to restart back at the staring sequence number (defined in the machine definition posting page) at the beginning of a sub program.
n - When set to "n" the posting engine will continue the sequence numbers from the end of the main program.
Block 527. Create Sub Directory For NC File?
This post question determines if the posting engine should create a sub directory for the NC files for the specific Job. I believe this is for WireEDM only.
Block 531. Replace Spaces In Comments With Commas?
This post question tells the posting engine if space characters should be replaced with a "," character in the NC file. This is used for CNC controlers that do not allow spaces in the program.
Available Options:
y - This setting sets the posting engine to replace all spaces (" ") characters in comments with a "," character.
n - When set to "n" the posting engine output space characters in the comments.
Block 533. Output Sub Programs At the Beginning Of The NC Program?
This post question tells the posting engine to output the sub programs either at the beginning or ending of the NC program.
Available Options:
y - This setting defines that the posting engine should output the sub programs at the beginning of the NC file.
n - When set to "n" the posting engine will output the sub programs at the ending of the NC file.
Block 534. Re-Start Sequence Numbering Once Maximum Sequence Number Is Reached?
This post question works in conjunction with post question: 433. When post question 534 is set to a value of "y" and the sequence number being output in the NC file reaches the maximum value defined on post question: 433 the posting engine will reset the sequence numbers and start the output values over again from the starting number.
Available Options:
y - The posting engine will reset the sequence numbers back to the beginning numbers when the maximum defined value is reached.
n - When set to "n" the posting engine will continue increasing the sequence number and not apply a maximum value.
Block 535. Are Feedrates Modal?
This post question determines if the posting engine should treat the feedrate values output should be treated as modal or not. (See available options below). When set to "n" the system will force the feedrate values to be output every time a variable is encountered for the feedrate. When set to "y" the system will only output the feedrate value if the feedrate value is different than the previous value output.
Available Options:
y - This setting turns on modality for the feedrate variables
n - This setting turns off modality for the feedrate variables
Block 536. Force All Codes To Upper Case?
This post question sets the posting engine to convert all codes and characters output to be upper case/capitol letters. This is necessary for some controllers as they only read Capitol letters and all lower case letters will be omitted when sending or opening a file on the CNC controller.
Available Options:
y - This setting turns sets the posting engine to force that all characters will be upper case/capitol letters.
n - This setting turns sets the posting engine to ignore the case and output all characters as they are.
Block 540. Check Each Output Line With Scripting?
This post question when set to "y" sets the posting engine to call scripting block 2102 after every postline is processed. This allows the post writer to create and run a scripting block after each line of code is added to the NC file.
Available Options:
y - Sets the posting engine to call block 2102 after each NC line is output.
n - This setting ignores block 2102. (Default Setting)
NOTE: Using this option can slow down the generation of NC files. This option should only be used when absolutely necessary, and with very efficient scripting code.
Block 550. Break Arc Segments Into Lines?
This post question enables a function of the posting engine to break arc motion into linear segments. This can be used to remove some arc motion or all arc motion depending on the setting of post question: 319. When arc motion is broken into line segments, the tolerance used by the posting engine is defined on post question: 320.
Available Options:
y - Sets the posting engine to break arc motion into line segments. Post questions 319 and 320 must be defined appropriately.
n - This setting does not break up arc motion.
Block 551. Break Line Segments Into Smaller Lines?
This post question when set to "y" sets the posting engine to break all linear segments in the NC file into segments that are shorter than the length defined on post question: 321.
Available Options:
y - Sets the posting engine to call break line segments into smaller lines based on the length defined on post question: 321
n - This setting does not break linear motion.
Block 552. Support Only G17 Arcs?
This post question when set to "y" sets the posting engine to only support arc motion output for the G17 (XY) plane. All other arc motion will be broken up into linear motion.
Available Options:
y - Sets the posting engine to only support arc motion in the G17 (XY) plane.
n - This setting sets the posting engine to support arcs in G17 (XY), G18 (XZ), and G19 (YZ) planes.
Block 553. Break Helix Into Lines?
This post question when set to "y" sets the posting engine to break all helical (3 axis arcs) motion into linear segments. Typically used for machines that do not support helical motion.
Available Options:
y - Sets the posting engine to breakup helical motion into linear segments.
n - This setting allows helix motion to be output into the NC file.
Block 554. Convert Small Arcs Into Line Move?
This post question determines if the posting engine should replace very small arc moves with a single linear segment. The length of arc move that is to be replaced when this option is set to "y" is defined on post question: 555.
Available Options:
y - Sets the posting engine to replace arc moves that are shorter than the defined value (post question 555.) with a line move.
n - This posting engine will output the small arc move.
Block 555. Small Arc Length To Break?
This post question defines the length of the arc segment that is used by the posting engine to determine if the arc should be replaced by a linear move based on the setting of post question: 554. The input to this question is an Double/Decimal number.
NOTE: Do not use a large value in this posting option or incorrect part geometry may result. This value is intended for small arc moves with a size around .005 (inch) and smaller.
Block 556. Break Arc segments for Posting Modes
This Post question controls the output of the arc for different Posting modes. With this Post question, the arcs move can be broken into line moves for specific Posting modes and not break the arcs to line moves for the other Posting Modes. If post question 550 (Break arc segments into lines?) is set to 'y', then this Post question 556 will be ignored considering that machine controller doesn't accept arc moves.
To use this Post question 556, the Post question 550 has to be set to 'n'
556. Arc break rule based on posting mode?
The following are the valid input values for Post question 556:
0 = no extra rule and will use post block 550
1= TCP
2=Machine Comp in Z only
4=Hybrid Comp
8= No Comp
16= Origin Tracking
The combinations of rules can be used by adding the values of several options together. For instance, using a value of 3 will be the same as using values 1 and 2. So arcs are not outputting while using TCP or Machine Comp in Z only. With this post question, you should be able to utilize arcs wherever possible, while avoiding them where necessary.
The Posting modes for a program can be set by choosing the options in the "Move List Coordinates" section (2) found on the "Multiaxis Posting" page(1) in the "Current settings" of a Machine.
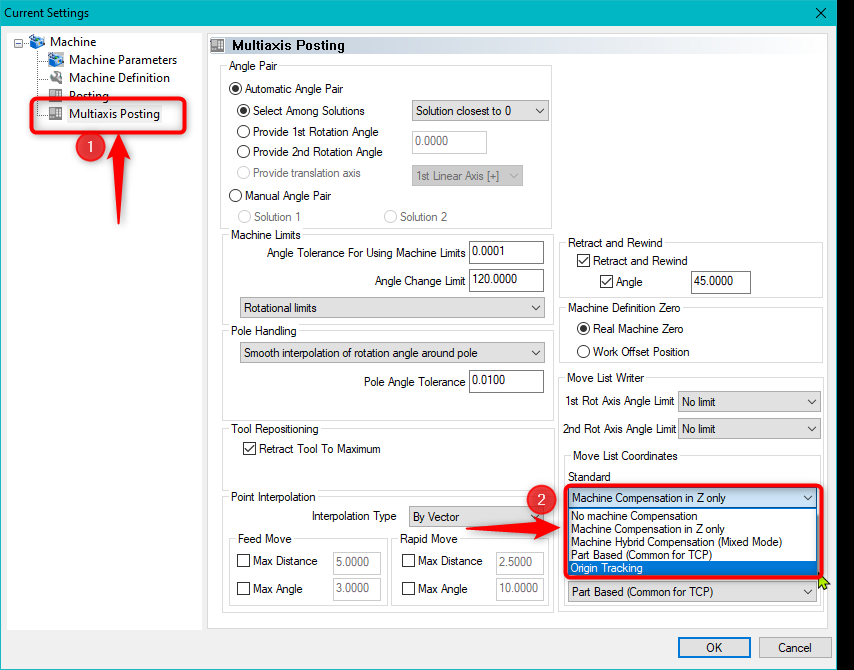
Block 557. Drill Cycle Reference Plane Type?
This post question defines R-value definitions for drilling canned cycles. The variable reference_plane outputs the reference place for drilling canned cycles and returns the position of the feed plane with respect to the part's origin. Since certain controllers interpret this value differently, this post question will allow you to set it as an absolute position in reference to the machine setup, or as an incremental distance. This will also allow you to determine whether the incremental distance can be output as a negative value, or whether it should always be a positive value.
Available Options:
0 - Absolute Position - sets the reference plane as an absolute position in reference to the machine setup.
1 - Signed Incremental - sets the reference plane as an incremental distance between the rapid plane (intiial plane) and the feed plane (reference plane). The sign of the value (Negative or Positive) shows the direction of the movement.
2 - Unsigned Incremental - sets the reference plane as an incremental distance between the rapid plane (intiial plane) and the feed plane (reference plane). Only positive values are output.
Block 558. Allow Nested Comment?
This Post question controls whether output of comments inside other comments is allowed. Since comments are recognized by a particular prefix by controllers, this post question allows you to replace the prefix of a nested comment in cases where a controller may not allow comments inside of other comments. In this way we can retain the same data while avoiding a potential error on the controller. (See available options below). When set to "n" the system will replace the prefixes of the nested comment with the prefix defined in post question 559. When set to "y" the system will allow a comment inside another to use the same prefix as the comment it is inside of.
Available Options:
y - This setting allows for a comment inside another to use the same prefix. Ex: (FEATURE MILL HOLE (THROUGH HOLE) - 0.1250)
n - This setting replaces the prefix of a nested comment with the comment replacement string defined in post question 559. Ex: (FEATURE MILL HOLE *THROUGH HOLE* - 0.1250)
In the above example the replacement string in question 559 is set to "*".
Block 559. Nested Comment Replacement String?
This Post question controls what the prefix of a nested comment should be replaced with. Since comments are recognized by a particular prefix by controllers, this post question allows you to replace the prefix of a nested comment in cases where a controller may not allow comments inside of other comments. In this way we can retain the same data while avoiding a potential error on the controller. When post question 558 is set to "Y", this block will replace the prefix of the nested comment with the replacement string defined in this post question.
Block 560. Allow Multiple Revolution Helical Move?
This Post question controls whether output of a multiple revolution helical move is allowed. With this Post question, both 3D arc output and multiple revolution helical moves can be output. (See available options below). When set to "n" the system will force multiple arcs to be created for the helix. When set to "y" the system will only output a helix described with a total angle and pitch.
Available Options:
y - This setting turns on helical output and references questions 733 and 734 for total angle and pitch data.
n - This setting turns off helical output.
Prefix Blocks
Block 605. Spindle Speed Prefix?
This block defines the string prefix value to be used with the spindle speed variables.
Posting Variables Applied To:
Block 606. Feedrate Prefix?
This block defines the string prefix value to be used with the feedrate variables.
Posting Variables Applied To:
Block 607. Dwell Prefix?
This block defines the string prefix value to be used with the dwell variables.
Posting Variables Applied To:
Block 609. Maximum Spindle Speed Prefix?
This block defines the string prefix value to be used with the maximum spindle speed variable.
Posting Variables Applied To: smax
Block 610. Miscellaneous End Of File String? (Deprecated)
This block is currently not in use.
Block 613. Pattern Contour Sub Program Start Code? (Deprecated)
This block is currently not in use.
This block is used with post variable "pattern_contour_sub_start" but is no longer in use.
Block 614. Inch Mode Machining?
This block defines the string value to be used to set the machine in Inch machining mode. This code is output from the following posting variables:
Posting Variables Applied To:
- inch_mode
- measure_mode - When units are to output in Inch
- measurement - When units are to output in Inch
Block 615. Metric Mode Machining?
This block defines the string value to be used to set the machine in metric machining mode. This code is output from the following posting variables:
Posting Variables Applied To:
- metric_mode
- measure_mode - When units are to output in Metric
- measurement - When units are to output in Metric
Block 620. Absolute Coordinates?
This block defines the string value to be used to set the machine in Absolute coordinate measure mode. This code is output from the following posting variables:
Posting Variables Applied To:
- absolute_coord
- movement_mode - When units are to output in Absolute
IMPORTANT NOTE: For post processors that use the "movement_mode" posting variable, the setting for Absolute/Incremental found on the Current Settings > Posting Page will determine which mode is output for the coordinates in the NC file. If the post processor uses the "incremental_coord" or "absolute_coord" posting variables the posting engine will output the coordinates in the corresponding mode.
Block 621. Incremental Coordinates?
This block defines the string value to be used to set the machine in Incremental coordinate measure mode. This code is output from the following posting variables:
Posting Variables Applied To:
- incremental_coord
- movement_mode - When units are to output in Incremental
IMPORTANT NOTE: For post processors that use the "movement_mode" posting variable, the setting for Absolute/Incremental found on the Current Settings > Posting Page will determine which mode is output for the coordinates in the NC file. If the post processor uses the "incremental_coord" or "absolute_coord" posting variables the posting engine will output the coordinates in the corresponding mode.
Block 622. Coordinate Zero Set?
This block defines the string value to be used to set the machine in a temporary coordinate system (G92 on Fanuc). Posting variable: "zero_set" will call and output this block. The posting variables: zero_set_xp_yp" and "zero_set_xr_yr" will use this block as a prefix string.
Block 625. End Of File?
This block defines the string value to be used to set the end of file for the machine. This is commonly used to output "M02" or "M00" for Fanuc based controllers. The posting variable associated with this string is below:
Posting Variables Applied To:
Block 626. Program Stop?
This block defines the string value to be used to signal a program stop to the CNC controller. A program stop is a code that will stop the machine regardless of the setting for block skip on the CNC control. Commonly "M00" on Fanuc based CNC controllers.
Posting Variables Applied To:
Block 627. Optional Stop?
This block defines the string value to be used to signal a program optional stop to the CNC controller. An optional stop is a code that will stop the machine if the block skip option on the CNC control is turned off. Commonly "M01" on Fanuc based CNC controllers.
Posting Variables Applied To:
Block 628. Sub Program Call?
This block defines the string value to be used to specify the sub program call function on the CNC controller. This is an "M98" code on most Fanuc based CNC controllers.
Posting Variables Applied To:
Block 629. Sub Program Return?
This block defines the string value to be used to specify the sub program return function on the CNC controller. This is an "M99" code on most Fanuc based CNC controllers.
Posting Variables Applied To:
Block 630. Comment Start?
This block defines the string value to be used to specify the start of a comment on the CNC controller.
Posting Variables Applied To:
Block 631. Comment End?
This block defines the string value to be used to specify the end of a comment on the CNC controller.
Posting Variables Applied To:
Block 639. Cancel Cutter Compensation?
This block defines the string value to be used to cancel cutter diameter compensation at the CNC Controller. Commonly "G40" for Fanuc based CNC controllers.
Posting Variables Applied To:
- g_code_cc - Based on location in cut.
- cancel_offset
- force_cancel_offset
Block 640. Prefix For Arc Z Center?
This block defines the string value to be used as the prefix for the Z axis arc center definition in the NC code. Commonly "K" for Fanuc based CNC controllers.
Posting Variables Applied To:
- zcenter
- arc_center - When the arc move requires a Z axis component.
Block 641. Prefix For Radius Values?
This block defines the string value to be used as the prefix for the radius value output mode for arc center definitions. The arc center definition to be used by the posting engine is defined on post question: 222.
Posting Variables Applied To:
- rcenter
- arc_center - When the arc mode is set to radius output on post question: 222
Block 642. Prefix For Arc X Center?
This block defines the string value to be used as the prefix for the X axis arc center definition in the NC code. Commonly "I" for Fanuc based CNC controllers.
Posting Variables Applied To:
- xcenter
- arc_center - When the arc move requires a Z axis component.
Block 643. Prefix For Arc Y Center?
This block defines the string value to be used as the prefix for the Y axis arc center definition in the NC code. Commonly "J" for Fanuc based CNC controllers.
Posting Variables Applied To:
- ycenter
- arc_center - When the arc move requires a Y axis component.
Block 645. Sub Program Prefix?
This block defines the string value to be used as the prefix for sub program number in the NC file. On Fanuc based CNC controllers this is commonly a "O" character.
Posting Variables Applied To:
Block 646. Machine Maker?
This block defines the string value to be used to define and output the machine maker in header comments.
Posting Variables Applied To:
Block 647. Machine Model?
This block defines the string value to be used to define and output the machine model in header comments.
Posting Variables Applied To:
Block 648. Part Height Prefix? (Deprecated)
This block is currently not in use.
Block 649. Reference Plane Prefix?
This block defines the string value to be used for the prefix of the Reference Plane output in the NC file for canned drilling cycles.
Posting Variables Applied To:
Block 650. Cutter Compensation Left Code?
This block defines the string value to be used to enable cutter diameter compensation Left on the CNC controller. On Fanuc based CNC Controllers this is a "G41" command.
Posting Variables Applied To:
- g_code_cc - Outputs depending on the state of compensation setting and location on path.
Block 651. Cutter Compensation Right Code?
This block defines the string value to be used to enable cutter diameter compensation Right on the CNC controller. On Fanuc based CNC Controllers this is a "G42" command.
Posting Variables Applied To:
- g_code_cc - Outputs depending on the state of compensation setting and location on path.
Block 652. Machine Coordinate Code?
This block defines the string value to be used to enable machine coordinate mode on the CNC controller. On Fanuc based CNC Controllers this is a "G53" command.
Posting Variables Applied To:
Block 653. Machine Home Code?
This block defines the string value to be used to enable machine home code on the CNC controller. On Fanuc based CNC Controllers this is a "G28" command.
Posting Variables Applied To:
Block 654. Toolchange Code?
This block defines the string value to be used to enact a tool change on the CNC controller. On Fanuc based CNC Controllers this is a "M06" command.
Posting Variables Applied To:
Block 655. Gcode For Dwell?
This block defines the string value to be used to perform a Dwell command on the CNC controller. On Fanuc based CNC Controllers this is a "G04" command.
Posting Variables Applied To:
Block 656. Block Delete?
This block defines the string value to be used for the block delete character on the CNC controller. On Fanuc based CNC Controllers this is a "/" command.
Posting Variables Applied To:
Block 658. Sub Program Call Sub Number Prefix?
This block defines the string value to be used to define the sub program number that is output on the sub program call line. This prefix needs to be set as needed by the CNC controller.
Posting Variables Applied To:
Block 659. Add These Characters To The End Of Each Line?
This block defines the string value to be added to the end of every single line in the NC file, including comments. These characters are normally used to indicate end of line to the CNC controller.
Block 670. Spindle Forward (CW) String?
This block defines the string value to be used to turn on the spindle in the clockwise direction on the CNC controller. On Fanuc based CNC Controllers this is a "M03" command.
Posting Variables Applied To:
- spindle_on - Outputs depending on the state and direction of the spindle.
Block 671. Spindle Reverse (CCW) String?
This block defines the string value to be used to turn on the spindle in the counter-clockwise direction on the CNC controller. On Fanuc based CNC Controllers this is a "M04" command.
Posting Variables Applied To:
- spindle_on - Outputs depending on the state and direction of the spindle.
Block 672. Spindle Off String?
This block defines the string value to be used to turn off the spindle on the CNC controller. On Fanuc based CNC Controllers this is a "M05" command.
Posting Variables Applied To:
- spindle_on - Outputs depending on the state and direction of the spindle.
- spindle_off
Block 673. Coolant ON (Flood) String?
This block defines the string value to be used to turn on flood type coolant on the CNC controller. On Fanuc based CNC Controllers this is a "M08" command.
Posting Variables Applied To:
- coolant_on - Outputs this string when coolant type is set to Flood type in operation
Block 674. Coolant Off String?
This block defines the string value to be used to turn off the coolant on the CNC controller. On Fanuc based CNC Controllers this is a "M09" command. This off command is used for all coolant types set in the operations. If you need custom coolant off command for a specific coolant type the logic must be scripted.
Posting Variables Applied To:
Block 675. First Peck Prefix?
This block defines the string value to be used as the prefix for the first peck value that is output for a canned drilling cycle.
Posting Variables Applied To:
Block 676. Peck Drill Prefix?
This block defines the string value to be used to define the peck drill peck amount that is output for canned drilling cycles.
Posting Variables Applied To:
Block 677. Drill Depth Prefix?
This block defines the string value to be used for the prefix of the drilling depth output from a drill canned cycle.
Posting Variables Applied To:
Block 678. Diameter Offset Prefix?
This block defines the string value to be used as the prefix for the diameter offset register output. On Fanuc CNC controllers this is commonly a "D" prefix.
Posting Variables Applied To:
Block 679. Cancel Drilling Canned Cycle?
This block defines the string value to be used to cancel drilling canned cycles on the CNC controller. On Fanuc based CNC controllers this is commonly the "G80" command.
Posting Variables Applied To:
Block 680. G Code For Rapid Move?
This block defines the string value to be used to command a move at rapid motion on the CNC controller. On Fanuc CNC controllers this is commonly a "G00" command.
Posting Variables Applied To:
Block 681. G Code for Feed Move?
This block defines the string value to be used to command a move at feed rate on the CNC controller. On Fanuc CNC controllers this is commonly a "G01" command.
Posting Variables Applied To:
Block 682. G Code for Arc CW?
This block defines the string value to be used to command a move using circular motion in the clockwise direction. On Fanuc CNC controllers this is commonly a "G02" command.
Posting Variables Applied To:
Block 683. G Code for Arc CCW?
This block defines the string value to be used to command a move using circular motion in the counter-clockwise direction. On Fanuc CNC controllers this is commonly a "G03" command.
Posting Variables Applied To:
Block 684. Prefix For X Move?
This block defines the string value to be used as the prefix for X axis coordinate position output.
Posting Variables Applied To:
- xr
- xh
- prev_x
- x_f
- rotary_xy_f - for the X axis component.
- x_angle
- xr_transform
- initpos_x
- initpos_nocomp_x
- initpos_zcomp_x
- initpos_hybridcomp_x
- initpos_tcp_x
- API - MILL_MakeXString(double)
Block 685. Prefix For Y Move?
This block defines the string value to be used as the prefix for Y axis coordinate position output.
Posting Variables Applied To:
- yr
- prev_y
- y_f
- rotary_xy_f - for the Y axis component.
- y_angle
- yr_transform
- API - MILL_MakeYString(double)
Block 686. Prefix For Z Move?
This block defines the string value to be used as the prefix for Z axis coordinate position output.
Posting Variables Applied To:
- API - MILL_MakeZString(double)
Block 687. Prefix For Drill Canned Cycle Feed Rate?
This block defines the string value to be used as the prefix for canned drilling cycle feedrate value.
Posting Variables Applied To:
Block 688. Prefix For Tool Length Offset?
This block defines the string value to be used as the prefix the tool length offset register value output in the NC file.
Posting Variables Applied To:
Block 689. Prefix For Initial Plane?
This block defines the string value to be used as the prefix for the initial plane value for canned drilling cycles.
Posting Variables Applied To:
Block 690. Prefix For X Rotation Move?
This block defines the string value to be used as the prefix the rotation move values where the rotation is about the X axis.
Posting Variables Applied To:
Block 691. Prefix For XY Machining Plane?
This block defines the string value to be used as the command to put the machine in XY machining plane. For most CNC controllers this is referred to as the "XY Plane" or the "G17" Plane. The setting for this block is usually "G17"
Posting Variables Applied To:
Block 692. Prefix For XZ Machining Plane?
This block defines the string value to be used as the command to put the machine in XZ machining plane. For most CNC controllers this is referred to as the "XZ Plane" or the "G18" Plane. The setting for this block is usually "G18"
Posting Variables Applied To:
Block 693. Prefix For YZ Machining Plane?
This block defines the string value to be used as the command to put the machine in YZ machining plane. For most CNC controllers this is referred to as the "YZ Plane" or the "G19" Plane. The setting for this block is usually "G19"
Posting Variables Applied To:
Block 694. Prefix For Y Rotation Move?
This block defines the string value to be used as the prefix the rotation move values where the rotation is about the Y axis.
Posting Variables Applied To:
Block 695. Prefix For Tapping Feedrate?
This block defines the string value to be used as the prefix the feedrate for the tapping canned cycle output.
Posting Variables Applied To:
Block 696. Prefix For Tapping Spindle Speed?
This block defines the string value to be used as the prefix the spindle speed that is output using the specific variable for tapping.
Posting Variables Applied To:
Block 697. Prefix For Threads Per Inch
This block defines the string value to be used as the prefix the threads per inch value output. This value is only available in tapping canned cycles in milling post processors.
Posting Variables Applied To:
Block 698. Prefix For Thread Lead
This block defines the string value to be used as the prefix the threads lead value(Thread Pitch) output. This value is only available in tapping canned cycles in milling post processors.
Posting Variables Applied To:
Block 699. Prefix For Tool Angle
This block defines the string value to be used as the prefix the tool angle value output. Only applies to drill tip angles, taper tools...etc
Posting Variables Applied To:
Block 700. Prefix For Tool Corner Radius
This block defines the string value to be used as the prefix when outputting the tool corner radius value. This value is available for tool like Ball Endmill, Bull Endmill, T Cutter..etc.
Posting Variables Applied To:
Block 701. Prefix For Tool Type?
This block defines the string value to be used as the prefix when outputting the tool type.
Posting Variables Applied To:
Block 702. Prefix For Rotation Axis?
This block defines the string value to be used as the prefix when outputting the rotation axis. This was used for the Predator header output in legacy systems.
Posting Variables Applied To:
Block 703. Prefix For Rotary Stock Diameter?
This block defines the string value to be used as the prefix when outputting the rotary stock diameter. This was used for the Predator header output in legacy systems.
Posting Variables Applied To:
Block 704. Prefix For Rotary Stock Length?
This block defines the string value to be used as the prefix when outputting the rotary stock length. This was used for the Predator header output in legacy systems.
Posting Variables Applied To:
Block 705. Prefix For Z Feed Rate?
This block defines the string value to be used as the prefix when outputting the feedrate for Z axis plunge moves being output from post block 51.
Posting Variables Applied To:
Block 706. Coolant Mist Code?
This block defines the string value to be used to turn on coolant when set to the Mist option in the UI.
Posting Variables Applied To:
- coolant_on
- coolant_off - this variable outputs the standard coolant off command for all coolant types.
Block 707. Coolant Air Code?
This block defines the string value to be used to turn on coolant when set to the Air option in the UI.
Posting Variables Applied To:
- coolant_off - this variable outputs the standard coolant off command for all coolant types.
Block 708. Coolant Oil Code?
This block defines the string value to be used to turn on coolant when set to the Oil option in the UI.
Posting Variables Applied To:
- coolant_off - this variable outputs the standard coolant off command for all coolant types.
Block 710. Primary Rotary CW Direction Code?
This block defines the string value to be used to define rotary rotation of the primary axis in the clockwise direction.
Posting Variables Applied To:
- primary_rotary_direction - This variable will only output this defined string when the post question: 440 is set to a value of 0
Block 711. Primary Rotary CCW Direction Code?
This block defines the string value to be used to define rotary rotation of the primary axis in the counter-clockwise direction.
Posting Variables Applied To:
- primary_rotary_direction - This variable will only output this defined string when the post question: 440 is set to a value of 0
Block 712. Secondary Rotary CW Direction Code?
This block defines the string value to be used to define rotary rotation of the secondary axis in the clockwise direction.
Posting Variables Applied To:
- secondary_rotary_direction - This variable will only output this defined string when the post question: 440 is set to a value of 0
Block 713. Secondary Rotary CCW Direction Code?
This block defines the string value to be used to define rotary rotation of the secondary axis in the counter-clockwise direction.
Posting Variables Applied To:
- secondary_rotary_direction - This variable will only output this defined string when the post question: 440 is set to a value of 0
Block 714. Inverse Feed Rate Machining Code?
This block defines the string value to be used to set the CNC controller into the Inverse Time feedrate mode. On Fanuc based CNC controllers this is commonly the "G93" command.
Posting Variables Applied To:
- feed_mode_inv
- feed_mode - This variable will automatically switch between UPM and Inverse Time feedrates based on the current motion type. (See postblock 441 for more details)
Block 715. Feed Per Minute Machining Code?
This block defines the string value to be used to set the CNC controller into the Feed Per Minute machining feedrate mode. On Fanuc based CNC controllers this is commonly the "G94" command.
Posting Variables Applied To:
- feed_mode_upm
- feed_mode - This variable will automatically switch between UPM and Inverse Time feedrates based on the current motion type. (See postblock 441 for more details)
- tap_feed_mode - This variable will output UPM or UPR based on the postblock setting on postblock: 427
Block 716. Primary Rotary Axis Clamp On?
This block defines the string value to be used to turn on the clamping for the primary rotary axis on the machine tool. Rotary clamping codes will only be output if the postblock question: 274 is set to a value of 1.
Posting Variables Applied To:
Block 717. Primary Rotary Axis Clamp OFF?
This block defines the string value to be used to turn off the clamping for the primary rotary axis on the machine tool. Rotary clamping codes will only be output if the postblock question: 274 is set to a value of 1.
Posting Variables Applied To:
Block 718. Secondary Rotary Axis Clamp On?
This block defines the string value to be used to turn on the clamping for the secondary rotary axis on the machine tool. Rotary clamping codes will only be output if the postblock question: 274 is set to a value of 1.
Posting Variables Applied To:
Block 719. Secondary Rotary Axis Clamp OFF?
This block defines the string value to be used to turn off the clamping for the secondary rotary axis on the machine tool. Rotary clamping codes will only be output if the postblock question: 274 is set to a value of 1.
Posting Variables Applied To:
Block 720. RTCP Code On?
This block defines the string value to be used to turn on the RTCP function on the CNC controller. RTCP is also know as: TCP, RTCP, TCPC, TPC, Traori, G43.4, G48 S and more.
Posting Variables Applied To:
Block 721. RTCP Code Off?
This block defines the string value to be used to turn off the RTCP function on the CNC controller. RTCP is also know as: TCP, RTCP, TCPC, TPC, Traori, G43.4, G48 S and more.
Posting Variables Applied To:
Block 722. Primary Rotary Prefix String
This block defines the string value to be used as the prefix for primary rotary axis position output.
Posting Variables Applied To:
- primary_rotary_angle_output
- p_rot
- initpos_prot
- initpos_nocomp_prot
- initpos_zcomp_prot
- initpos_hybridcomp_prot
- initpos_tcp_prot
- initpos_origintracking_prot
Block 723. Secondary Rotary Prefix String
This block defines the string value to be used as the prefix for secondary rotary axis position output.
Posting Variables Applied To:
- initpos_srot
- initpos_nocomp_srot
- initpos_zcomp_srot
- initpos_hybridcomp_srot
- initpos_tcp_srot
- initpos_origintracking_srot
Block 724. Third Rotary Prefix String?
This block defines the string value to be used as the prefix for third rotary axis position output. (Currently never used)
Posting Variables Applied To:
- initpos_trot
- initpos_nocomp_trot
- initpos_zcomp_trot
- initpos_hybridcomp_trot
- initpos_tcp_trot
- initpos_origintracking_trot
Block 725. Rotary Forward Direction String?
This block defines the string value to be used as the sign to indicate a forward rotation direction for the rotary axes.
Posting Variables Applied To:
Block 726. Rotary Reverse Direction String?
This block defines the string value to be used as the sign to indicate a reverse rotation direction for the rotary axes.
Posting Variables Applied To:
Block 727. Retract To Initial Position?
This block defines the string value to be used to command the CNC controller to retract during a canned drilling cycle to the initial position. The posting variable defined below will only output when post question: 516 is set to a value of "y".
Posting Variables Applied To:
Block 728. Retract To R Plane?
This block defines the string value to be used to command the CNC controller to retract during a canned drilling cycle to the R plane position. The posting variable defined below will only output when post question: 516 is set to a value of "y".
Posting Variables Applied To:
Block 729. Feed Mode UPR Code?
This block defines the string value to be used to command the CNC controller to process the feedrate at Feed Per Revolution mode. Commonly used for Rigid Tapping.
Posting Variables Applied To:
- feed_mode_upr
- tap_feed_mode - This variable will output UPM or UPR based on the setting of post question: 427
Block 730. Origin Tracking On Code?
This block defines the string value to be used to command the CNC controller to enable Origin Tracking, also know as DWO(Haas).
Posting Variables Applied To:
Block 731. Origin Tracking Off Code?
This block defines the string value to be used to command the CNC controller to disable Origin Tracking, also know as DWO(Haas).
Posting Variables Applied To:
Block 733. Prefix for Helix Total Angle?
This block defines the string value to be used to set the total angle of the helical move when post question 560. Allow Multiple Revolution Helical Move? is set to Y.
Block 734. Prefix for Helix Pitch?
This block defines the string value to be used to set the pitch of the helical move when post question 560. Allow Multiple Revolution Helical Move? is set to Y.
Block 750. Laser Plasma Waterjet Cutter Width Prefix?
This block defines the string value to be used as the prefix for the cutter width output variable defined below.
Posting Variables Applied To:
Block 751. Laser Plasma Waterjet Pierce Height Z Location Prefix?
This block defines the string value to be used as the command for the pierce height Z axis location output through the pierce height variable defined below.
Posting Variables Applied To:
Block 752. Laser Plasma Waterjet Cutter On Code?
This block defines the string value to be used as the command for the cutter on code output through the variable defined below.
Posting Variables Applied To:
- lpw_cutter_on_off - This variable does not automatically switch between ON/OFF as the NC profile is output. This variable simply outputs the state of the button for Cutter ON found in the UI on the tool page.
- lpw_cutter_on
Block 753. Laser Plasma Waterjet Cutter Off Code?
This block defines the string value to be used as the command for the cutter off code output through the variable defined below.
Posting Variables Applied To:
- lpw_cutter_on_off - This variable does not automatically switch between ON/OFF as the NC profile is output. This variable simply outputs the state of the button for the option found in the UI on the tool page.
- lpw_cutter_off
Block 760. Laser Plasma Waterjet Gas Assist On?
This block defines the string value to be used as the command for the gas assist on code output through the variable defined below.
Posting Variables Applied To:
- lpw_gas_assist_on_off - This variable does not automatically switch between ON/OFF as the NC profile is output. This variable simply outputs the state of the button for Gas Assist option found in the UI on the tool page.
- lpw_gas_assist_on
Block 761. Laser Plasma Waterjet Gas Assist Off?
This block defines the string value to be used as the command for the gas assist off code output through the variable defined below.
Posting Variables Applied To:
- lpw_gas_assist_on_off - This variable does not automatically switch between ON/OFF as the NC profile is output. This variable simply outputs the state of the button for Gas Assist option found in the UI on the tool page.
- lpw_gas_assist_off
Block 762. Laser Plasma Waterjet Gas Assist With Air?
This block defines the string value to be used as the command for the gas assist with air code output through the variable defined below.
Posting Variables Applied To:
- lpw_gas_assist_type - This variable outputs the selected option set on the tool page of the UI.
- MILL_GetLPWGetGassAssistAirString()
Block 763. Laser Plasma Waterjet Gas Assist With Oxygen?
This block defines the string value to be used as the command for the gas assist with oxygen code output through the variable defined below.
Posting Variables Applied To:
- lpw_gas_assist_type - This variable outputs the selected option set on the tool page of the UI.
- MILL_GetLPWGetGassAssistOxygenString()
Block 764. Laser Plasma Waterjet Gas Assist With Oxyacetylene?
This block defines the string value to be used as the command for the gas assist with oxyacetylene code output through the variable defined below.
Posting Variables Applied To:
- lpw_gas_assist_type - This variable outputs the selected option set on the tool page of the UI.
- MILL_GetLPWGetGassAssistOxyacetyleneString()
Block 765. Laser Plasma Waterjet Shutter Open?
This block defines the string value to be used as the command for the shutter open output through the variable defined below.
Posting Variables Applied To:
- lpw_shutter_open_closed - This variable outputs the selected option set on the tool page of the UI
- lpw_shutter_open
Block 766. Laser Plasma Waterjet Shutter Closed?
This block defines the string value to be used as the command for the shutter closed output through the variable defined below.
Posting Variables Applied To:
- lpw_shutter_open_closed - This variable outputs the selected option set on the tool page of the UI
- lpw_shutter_closed
Block 767. Laser Plasma Waterjet Pulse Frequency Prefix?
This block defines the string value to be used as the prefix for the pulse frequency output through the variable defined below.
Posting Variables Applied To:
Block 768. Laser Plasma Waterjet Power Setting Prefix?
This block defines the string value to be used as the prefix for the power setting output through the variable defined below.
Posting Variables Applied To:
Block 769. Laser Plasma Waterjet Torch Height Control Prefix?
This block defines the string value to be used as the prefix for the Torch Height Control output through the variable defined below.
Posting Variables Applied To:
Block 780. Waterjet Abrasive On?
This block defines the string value to be used as the code to turn on the waterjet abrasive. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_abrasive_on_off - This variable will output on or off based on the status of the option on the tool UI page in the operation.
- lpw_waterjet_abrasive_on
Block 781. Waterjet Abrasive Off?
This block defines the string value to be used as the code to turn off the waterjet abrasive. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_abrasive_on_off - This variable will output on or off based on the status of the option on the tool UI page in the operation.
- lpw_waterjet_abrasive_off
Block 782. Waterjet Vacuum Assist On?
This block defines the string value to be used as the code to turn on the waterjet Vacuum Assist. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_vacuum_assist_on_off - This variable will output on or off based on the status of the option on the tool UI page in the operation.
- lpw_waterjet_vacuum_assist_on
Block 783. Waterjet Vacuum Assist Off?
This block defines the string value to be used as the code to turn off the waterjet Vacuum Assist. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_vacuum_assist_on_off - This variable will output on or off based on the status of the option on the tool UI page in the operation.
- lpw_waterjet_vacuum_assist_off
Block 784. Waterjet Pressure Low?
This block defines the string value to be used as the code to set the waterjet pressure to Low. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_pressure_type - This variable will output on or off based on the status of the option on the tool UI page in the operation.
Block 785. Waterjet Pressure Medium?
This block defines the string value to be used as the code to set the waterjet pressure to Medium. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_pressure_type - This variable will output on or off based on the status of the option on the tool UI page in the operation.
Block 786. Waterjet Pressure High?
This block defines the string value to be used as the code to set the waterjet pressure to High. This string is output through the variable defined below.
Posting Variables Applied To:
- lpw_waterjet_pressure_type - This variable will output on or off based on the status of the option on the tool UI page in the operation.
Block 800. Standard Drilling Cycle No Dwell?
This block defines the string value to be used as the code to command the standard drill canned cycle with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G81" command.
Posting Variables Applied To:
Block 801. Peck Drilling Cycle No Dwell?
This block defines the string value to be used as the code to command the peck drill canned cycle with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G83" command.
Posting Variables Applied To:
Block 802. High Speed Peck Drilling Cycle No Dwell?
This block defines the string value to be used as the code to command the high speed peck drill canned cycle (also called chip break cycle) with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G73" command.
Posting Variables Applied To:
Block 803. Tapping Cycle No Dwell?
This block defines the string value to be used as the code to command the tapping canned cycle with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G84" command.
Posting Variables Applied To:
Block 804. Boring Cycle #1 No Dwell?
This block defines the string value to be used as the code to command the boring cycle # 1 with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G85" command.
Posting Variables Applied To:
Block 805. Boring Cycle #2 No Dwell?
This block defines the string value to be used as the code to command the boring cycle # 2 with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G86" command.
Posting Variables Applied To:
Block 806. Back Boring Cycle No Dwell?
This block defines the string value to be used as the code to command the back boring cycle with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G87" command.
Posting Variables Applied To:
Block 807. Left Hand Tapping Cycle No Dwell?
This block defines the string value to be used as the code to command the left hand tapping canned cycle with no dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G74" command.
Posting Variables Applied To:
Block 808. Fine Boring Cycle No Dwell? (Deprecated)
This block is currently not in use.
Block 809. Hole Making Cycle No Dwell? (Deprecated)
This block is currently not in use.
Block 810. Hole Making Cycle No Dwell? (Deprecated)
This block is currently not in use.
Block 811. Hole Making Cycle No Dwell? (Deprecated)
This block is currently not in use.
Block 820. Standard Drilling Cycle With Dwell?
This block defines the string value to be used as the code to command the standard drilling canned cycle with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G82" command.
Posting Variables Applied To:
Block 821. Peck Drilling Cycle With Dwell?
This block defines the string value to be used as the code to command the peck drilling canned cycle with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G83" command.
Posting Variables Applied To:
Block 822. High Speed Peck Drilling Cycle With Dwell?
This block defines the string value to be used as the code to command the high speed peck drilling canned cycle with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G73" command.
Posting Variables Applied To:
Block 823. Tapping Cycle With Dwell?
This block defines the string value to be used as the code to command the tapping canned cycle with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G84" command.
Posting Variables Applied To:
Block 824. Boring Cycle #1 With Dwell?
This block defines the string value to be used as the code to command the boring cycle #1 with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G88" command.
Posting Variables Applied To:
Block 825. Boring Cycle #2 With Dwell?
This block defines the string value to be used as the code to command the boring cycle #2 with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G89" command.
Posting Variables Applied To:
Block 826. Back Boring Cycle With Dwell?
This block defines the string value to be used as the code to command the back boring cycle with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G77" command.
Posting Variables Applied To:
Block 827. Left Hand Tapping With Dwell?
This block defines the string value to be used as the code to command the left hand tapping with dwell value. This string is output through the variable defined below. On a Fanuc based CNC controller this is commonly a "G74" command.
Posting Variables Applied To:
Block 828. Fine Boring Cycle With Dwell? (Deprecated)
This block is currently not in use.
Block 829. Hole Making Cycle With Dwell?? (Deprecated)
This block is currently not in use.
Block 830. Hole Making Cycle With Dwell?? (Deprecated)
This block is currently not in use.
Block 831. Hole Making Cycle With Dwell?? (Deprecated)
This block is currently not in use.
Block 840 thru 859. Coolant 1- 10 On/Off codes?
Job Type:
- Mill
- Lathe
Many machines these days have multiple coolant options that can be enabled at once and every manufacturer likes to handle their own coolant On and Off codes a little differently. To meet such requirements, BobCAD natively supports up to 10 coolant On and Off codes to be optionally used.
The Post blocks from 840 thru 859 define the Coolant On/Off Mcodes. These Post questions are to be used in the Mill and Lathe jobs. For MillTurn the Post blocks 20X40 to 20X59 need to be used for each tool device. Here is an example of On/Off codes for a Haas control(Mill) defined in the Post questions from 840 thru 859.
840. Coolant 1 ON code? "M08" //Coolant On
841. Coolant 2 ON code? "M07" //Shower Coolant On
842. Coolant 3 ON code? "M73" //Tool Air Blast On
843. Coolant 4 ON code? "M83" //Auto Air Gun On
844. Coolant 5 ON code? "M88" //Thru-Spindle Coolant On
845. Coolant 6 ON code? ""
846. Coolant 7 ON code? ""
847. Coolant 8 ON code? ""
848. Coolant 9 ON code? ""
849. Coolant 10 ON code? ""
850. Coolant 1 OFF code? "M09" //Coolant Off
851. Coolant 2 OFF code? "M74" //Tool Air Blast Off
852. Coolant 3 OFF code? "M84" //Auto Air Gun Off
853. Coolant 4 OFF code? "M89" //Thru-Spindle Coolant Off
854. Coolant 5 OFF code? ""
855. Coolant 6 OFF code? ""
856. Coolant 7 OFF code? ""
857. Coolant 8 OFF code? ""
858. Coolant 9 OFF code? ""
859. Coolant 10 OFF code? ""
To use the multiple coolant options, the "use of customized coolant options" present on the "Machine parameters" dialog of the current settings page must be enabled.
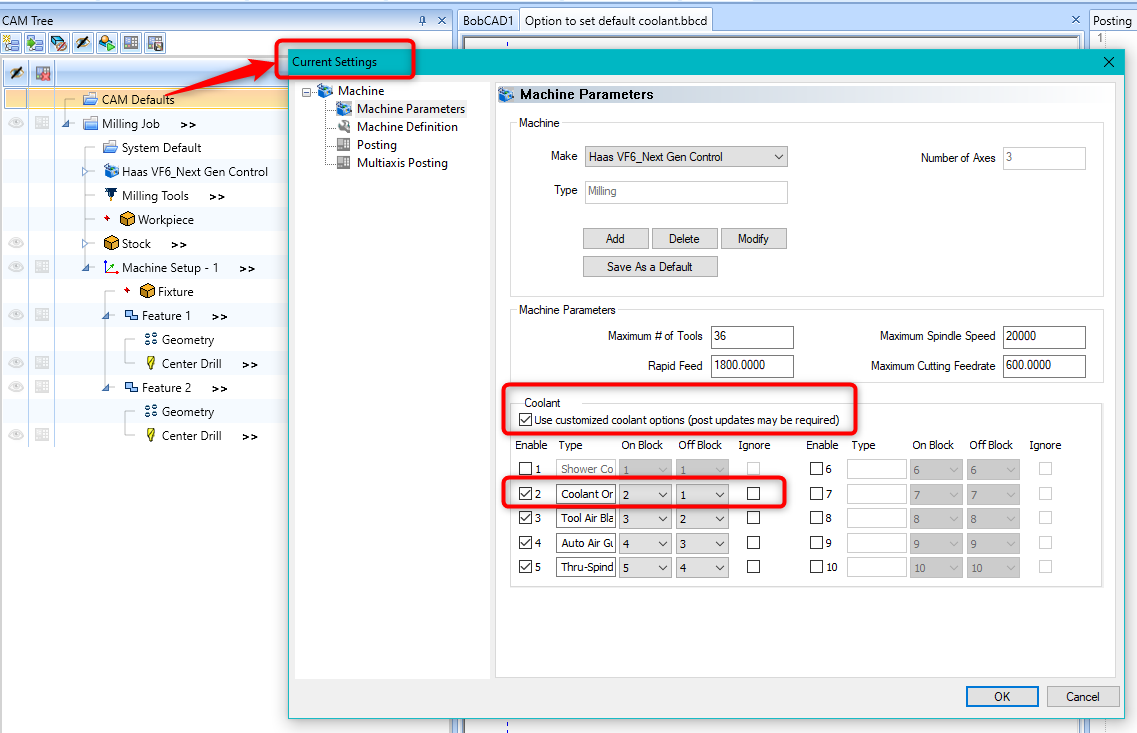
The coolant name entered under the "Type" text box will be displayed in the coolant dialog box on the tools page when a coolant button is clicked. From the available list of coolants, one or multiple coolants can be turned On by checking the box adjacent to the coolant. The coolant values(Mcodes) are used from the values defined in the Post questions from 840 thru 859.
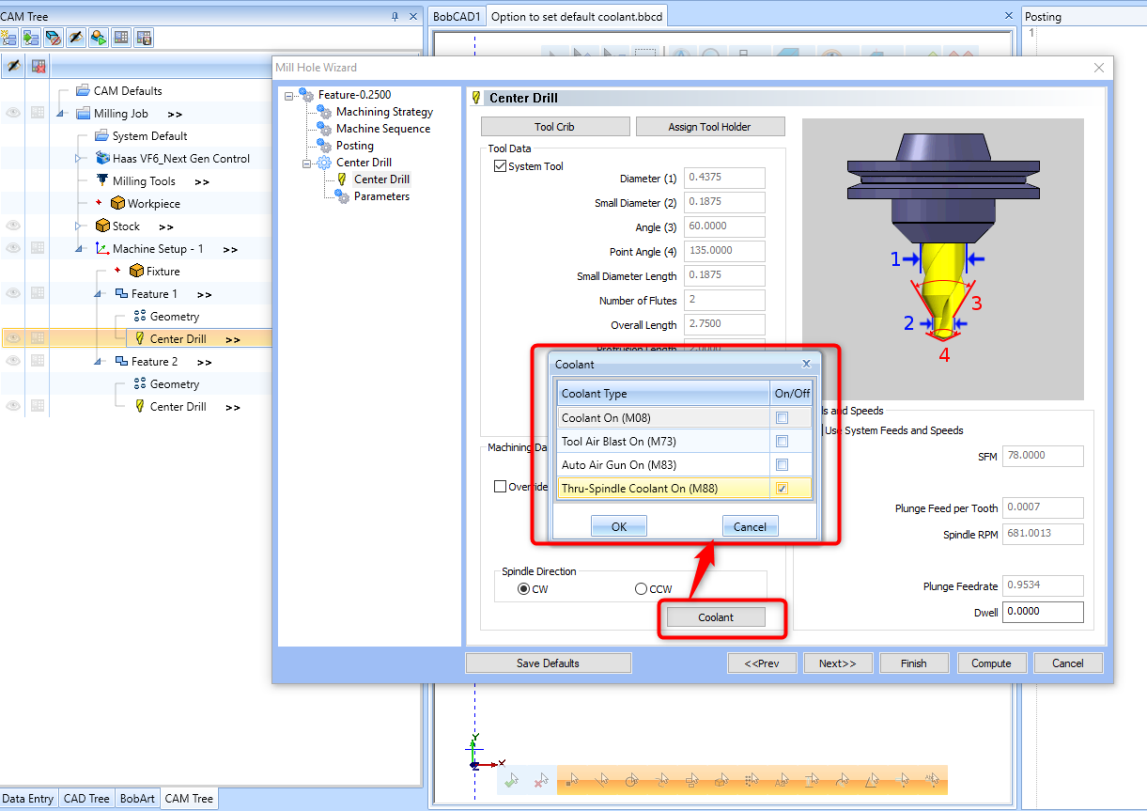
While using multiple coolant option, the M-codes output can be controlled either to be Post all the M-codes in single line or Post individual M-code in its own line by using the post question 229.
Block 900 thru Block 999. Work Shift Commands?
This block defines the work shift/work coordinate command that is output into the NC program based on the Work Offset option defined on the posting page of the machining operation in the Feature Wizard. The selected work offset value is output into the NC program using the variable defined below.
Posting Variables Applied To:
- work_coord - This variable outputs the selected work offset in the operations parameters in the UI.
- work_coord_1 through work_coord_99 - These variables directly call a specific work offset command defined on the specific post block defined (900-999)
Block 1002. Lathe - Start of Program With Turning Cycles
This postblock is used to output the 1st tool and any startup commands that may be desired at the beginning of an NC program. This block is only ever called 1 time at the beginning of an NC program. This block where the following should happen:
- Initialize the 1st tool and tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
- Mill Turn
Block 1003. Lathe - Tool Change For Turning Cycles
This postblock is used to output the codes required to complete the toolchange on the machine tool. Also in this block the initial position is established and the starting of spindles and coolant
- Initialize the tool and tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
- Mill Turn
Block 1004. Lathe - Next Operation Same Tool Turning
This postblock is used to output the codes required to change machining operations yet continue using the same active tool. In this block the initial position of the new operation is established and any changes of spindles and coolant options need to be output
- re-initialize tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
- Mill Turn
Block 1006. Lathe - Next Operation Same Tool Facing
This postblock is used to output the codes required to change machining operations yet continue using the same active tool. In this block the initial position of the new operation is established and any changes of spindles and coolant options need to be output
- re-initialize tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
- Mill Turn
Block 1007. Lathe - Same Operation Same Tool Turning (Deprecated)
This block is not used in post processors V28 and newer!
This postblock is used to transition from one cutting area to another. In this block the position of the new machining area is established and any changes of spindles and coolant options need to be output
- re-initialize tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
Block 1009. Lathe - Same Operation Same Tool Facing (Deprecated)
This block is not used in post processors V28 and newer!
This postblock is used to transition from one cutting area to another. In this block the position of the new machining area is established and any changes of spindles and coolant options need to be output
- re-initialize tool offsets
- Define current Work Piece coordinate system
Job Type:
- Lathe
Block 1019. Lathe End Of Operation
This postblock is used to output any codes necessary at the end of a lathe operation. This block has been replaced by the following blocks:
- 1197 - End of Operation - Toolchange
- 1198 - End of Operation - No Toolchange
- 1199 - End of Last Operation
Job Type:
- Lathe
- Mill Turn
Block 1020. Lathe - Turning Rapid Move
This postblock is used to output any codes necessary to perform a rapid positioning move for lathe operations (XZ). Necessary codes would include gcodes, and axis positions.
Job Type:
- Lathe
- Mill Turn
Block 1021. Lathe - Turning Feed Move
This postblock is used to output any codes necessary to perform a linear feed positioning move for lathe operations (XZ). This block must include a variable to output a feedrate along with all necessary axis outputs and gcodes for normal operation with standard type posts.
Job Type:
- Lathe
- Mill Turn
Block 1022. Lathe - Turning Dwell
This postblock is used to output a dwell command when used in turning operations.
Job Type:
- Lathe
- Mill Turn
Block 1025. Lathe - Turning Arc Move
This postblock is used to output the necessary code for an arc move. The type of arc output is controlled by post question: 222 and output using the post variable: "arc_center".
Job Type:
- Lathe
- Mill Turn
Block 1026. Lathe - Auto Cancel Cutter Compensation After Last Move
This postblock is used to output the necessary codes to cancel cutter compensation (in machine) after the last feed move. This postblock is only called when post question: 1544 is set to a value of 2.
Job Type:
- Lathe
- Mill Turn
Block 1027. Lathe - Rigid Tapping Start
This postblock is used to output the necessary codes to put the machine into rigid tapping mode for lathe tapping type operations. Lathe tapping type operations means operations where the lathe spindle is used to spin the part against a stationary tool. This block is called by the lathe tapping block 1127, when the post variable "rigid_tapping_start" is used and the post question 1269. is set to a value of "y".
Job Type:
- Lathe
- Mill Turn
Block 1028. Lathe - Rigid Tapping End
This postblock is used to output the necessary codes to take the machine out of rigid tapping mode at the end of lathe tapping type operations. Lathe tapping type operations means operations where the lathe spindle is used to spin the part against a stationary tool. This block is called by the lathe drill cycle cancel block: 1120, when the post variable "rigid_tapping_end" is used and the post question 1269. is set to a value of "y".
Job Type:
- Lathe
- Mill Turn
Block 1058. Lathe - Output Before Any Turning Cutting Cycles
This postblock is used to output any needed codes before any turning type cycles. Example usage would be to turn on coolant.
Job Type:
- Lathe
- Mill Turn
Block 1059. Lathe - Output After Any Turning Cutting Cycles
This postblock is used to output any needed codes after any turning type cycles. Example usage would be to turn off coolant.
Job Type:
- Lathe
- Mill Turn
Block 1060. Lathe - Auto Finish Cycle for G71, G72, G73 For Turning (Canned Finish Cycle)
This postblock is used to output the code to define the canned finishing cycle for lathe turning operations. This cycle will only output from a feature where the Rough Cycle and Finish Cycle exist together, and the posting page Posting Parameters option is set to Canned Cycles. Note that the Roughing and Finishing operations must have matching settings for items like: tool and tool corner radius, lead-in/lead-out values, and rapid parameters.
Job Type:
- Lathe
- Mill Turn
Block 1062. Lathe - Start Of Rough (G71) Turning Cycle (Canned Rough Cycle)
This postblock is used to output the code to define the canned roughing cycle for lathe turning operations. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles. Note that the Roughing and Finishing operations must have matching settings for items like: tool and tool corner radius, lead-in/lead-out values, and rapid parameters for the finish canned cycle to be output.
Job Type:
- Lathe
- Mill Turn
Block 1063. Lathe - End Of Rough (G71) Turning Cycle (Canned Rough Cycle)
This postblock is used to output the code to define the end of the canned roughing cycle for lathe turning operations.
Job Type:
- Lathe
- Mill Turn
Block 1064. Lathe - End Of Rough Turning Separate Moves
This postblock is used to output the code to define the end of the roughing motion output when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1066. Lathe - Start Of Rough (G72) Facing Cycle (Facing Canned Cycle)
This postblock is used to output the code to define the start of the roughing canned cycle output. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles. Note that the Roughing and Finishing operations must have matching settings for items like: tool and tool corner radius, lead-in/lead-out values, and rapid parameters for the finish canned cycle to be output.
Job Type:
- Lathe
- Mill Turn
Block 1067. Lathe - End Of Rough (G72) Facing Cycle (Facing Canned Cycle)
This postblock is used to output the code to define the end of the face roughing motion output when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1068. Lathe - End Of Rough Facing Separate Moves
This postblock is used to output the code to define the end of the face roughing motion output when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1070. Lathe - Start Of Finish (G73) Finish Cycle (Pattern Repeat Canned Cycle)
This postblock is used to output the code to define the start of the finishing canned cycle output for a pattern repeat. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles. Note that the Roughing and Finishing operations must have matching settings for items like: tool and tool corner radius, lead-in/lead-out values, and rapid parameters for the finish canned cycle to be output.
Job Type:
- Lathe
- Mill Turn
Block 1071. Lathe - End Of Finish (G73) Turning Cycle
This postblock is used to output the code to define the end of the face roughing motion output when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1074. Lathe - Start Of Groove (G75) Turning Cycle (OD-ID Groove Canned Cycle)
This postblock is used to output the code to define the start of the OD groove canned cycle output. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles.
Job Type:
- Lathe
- Mill Turn
Block 1075. Lathe - End Of Groove (G75) Turning Cycle (OD-ID Groove Canned Cycle)
This postblock is used to output any code to output at the end of the OD groove canned cycle output. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles.
Job Type:
- Lathe
- Mill Turn
Block 1078. Lathe - Start Of Groove (G74) Facing Groove Cycle (Face Groove Canned Cycle)
This postblock is used to output the code to define the start of the face groove canned cycle output. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles.
Job Type:
- Lathe
- Mill Turn
Block 1079. Lathe - End Of Groove (G74) Facing Groove Cycle (Face Groove Canned Cycle)
This postblock is used to output any code to output at the end of the face groove canned cycle output. This cycle will only output from a feature where the posting page Posting Parameters option is set to Canned Cycles.
Job Type:
- Lathe
- Mill Turn
Block 1080. Lathe - End Of Groove Facing Separate Moves
This postblock is used to output any code to output at the end of the face groove motion output when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1082. Lathe - Start Of Drill Facing Cycle
This postblock is called and processed at the beginning of any lathe drilling cycle when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1083. Lathe - End Of Drill Facing Cycle (Deprecated)
This is an older block that is no longer used after post version 10.0 and has been replaced by block: 1120
This postblock is called and processed at the ending of any lathe drilling cycle when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1084. Lathe - End Of Drill Separate Moves Cycle
This postblock is called and processed at the ending of any lathe drilling cycle when the posting parameters are set to Separate Moves in the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1086. Lathe - Start Of Threading Cycles
This postblock is called and processed at the beginning of all lathe threading cycles. This includes Canned Cycle format and Separate Moves format.
Job Type:
- Lathe
- Mill Turn
Block 1087. Lathe - Start Of Threading (G76) Cycle (OD-ID Threading Canned Cycle)
This postblock is called and processed at the beginning of OD and ID lathe threading cycles where the posting parameters are set to Canned Cycles on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1088. Lathe - End Of Threading (G76) Cycle (OD-ID Threading Canned Cycle)
This postblock is called and processed at the ending of OD and ID lathe threading cycles where the posting parameters are set to Canned Cycles on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1089. Lathe - Start Of Threading (G33) Cycle (OD-ID Threading Cycle) (NOT USED)
Currently not used and should be removed from all *.BCPst post processor files.
This postblock is called and processed at the beginning of OD and ID lathe threading operation where the posting parameters are set to Separate Moves on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1090. Lathe - End Of Threading (G33) Cycle (OD-ID Threading Cycle) (NOT USED)
Currently not used and should be removed from all *.BCPst post processor files.
This postblock is called and processed at the ending of OD and ID lathe threading operation where the posting parameters are set to Separate Moves on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1091. Lathe - End Of Threading Cycles
This postblock is called and processed at the ending of all OD and ID lathe threading operations.
Job Type:
- Lathe
- Mill Turn
Block 1092. Lathe - Start Of Threading (G32) Cycle (OD-ID Threading Cycle)
This postblock is called and processed at the beginning of OD and ID lathe threading operation where the posting parameters are set to Separate Moves on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1093. Lathe - End Of Threading (G32) Cycle (OD-ID Threading Cycle)
This postblock is called and processed at the ending of OD and ID lathe threading operation where the posting parameters are set to Separate Moves on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1094. Lathe - G32 Separate Moves InFeed Block For Tapping Cycle
This postblock is called and processed at the beginning of a lathe tapping cycle where the Posting Parameters are set to Separate Moves on the Feature Posting Page. Block 1095 will be called for the OutFeed move from this cycle.
Job Type:
- Lathe
- Mill Turn
Block 1095. Lathe - G32 Separate Moves OutFeed Block For Tapping Cycle
This postblock is called and processed on the move out of a lathe tapping cycle where the Posting Parameters are set to Separate Moves on the Feature Posting Page. Block 1094 is called for the InFeed move from this cycle.
Job Type:
- Lathe
- Mill Turn
Block 1096. Lathe - Facing Tap Right Hand Canned Cycle (Deprecated)
This block is no longer in use for post versions 10.0 and later
Block 1097. Lathe - Facing Tap Left Hand Canned Cycle
This block is no longer in use for post versions 10.0 and later
Block 1098. Lathe - End Of Facing Tap Canned Cycle
This block is no longer in use for post versions 10.0 and later
Block 1100. Lathe - Start Of Cutoff Cycle
This block is output at the beginning of a cutoff operation. All cutoff motion at this time is output as longhand code "Separate Moves" from the posting engine.
Job Type:
- Lathe
- Mill Turn
Block 1101. Lathe - End Of Cutoff Cycle
This block is output at the ending of a cutoff operation. All cutoff motion at this time is output as longhand code "Separate Moves" from the posting engine.
Job Type:
- Lathe
- Mill Turn
Block 1104. Lathe - Start Of Auto Finish No Canned Cycle (Deprecated)
This block is no longer in use.
Block 1105. Lathe - End Of Auto Finish No Canned Cycle
This block is output at the ending of a finish operation that is output with a canned cycle. This block is not output when the posting parameters are set to Separate Moves on the Feature Posting page.
Job Type:
- Lathe
- Mill Turn
Block 1108. Lathe - Start Of Auto Stock Feed Cycle
This block is output at the beginning of the stock feed operation. It is important to understand the system is not designed to have the Stock Feed operation as the 1st operation in a program. The output results from the posting engine will be incorrect if you attempt to do so.
Job Type:
- Lathe
- Mill Turn
Block 1109. Lathe - End Of Auto Stock Feed Cycle
This block is output at the ending of the stock feed operation. It is important to understand the system is not designed to have the Stock Feed operation as the 1st operation in a program. The output results from the posting engine will be incorrect if you attempt to do so.
Job Type:
- Lathe
- Mill Turn
Block 1110. Lathe - Tool List Format
This block is output when the posting engine encounters the posting command variable "output_lathe_tool_list" in block 0 of the post processor. The intention of this block is to allow the post writer to use variables and strings to format output lines in a tool list. Please Note: The command variable "output_lathe_tool_list" is intended to be used in Block 0 only. Attempting to use this command variable in other blocks will result in incorrect output from the posting engine.
Job Type:
- Lathe
- Mill Turn
Block 1111. Lathe - Stock Definition
This block is output when the posting engine encounters the posting command variable "output_stock_definition" in block 0 of the post processor. The intention of this block is to allow the post writer to use variables and strings to format output the stock definition. . Please Note: The command variable "output_stock_definition" is intended to be used in Block 0 only. Attempting to use this command variable in other blocks will result in incorrect output from the posting engine.
Job Type:
- Lathe
- Mill Turn
Block 1120. Lathe - Drill Canned Cycle Cancel
This block is output at the end of a lathe drilling canned cycle. The canned cycle starting and ending blocks will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page. This block should contain all codes and command necessary to cancel the lathe canned drilling cycles.
Job Type:
- Lathe
- Mill Turn
Block 1121. Lathe - High Speed Peck Drill Canned Cycle
This block outputs the cycle definition codes for the high speed pecking(Fast Peck) cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1252 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for fast pecking, also known as Chip Breaking.
Job Type:
- Lathe
- Mill Turn
Block 1122. Lathe - Left Hand Tapping Canned Cycle
This block outputs the cycle definition codes for the left hand tapping cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1257 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for left hand tapping.
Job Type:
- Lathe
- Mill Turn
Block 1123. Lathe - Fine Boring Canned Cycle
Currently not used
Block 1124. Lathe - Turning Standard Drill Canned Cycle
This block outputs the cycle definition codes for the standard drill cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1250 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for standard drilling.
Job Type:
- Lathe
- Mill Turn
Block 1125. Lathe - Standard Drill Canned Cycle With Dwell
This block outputs the cycle definition codes for the standard drill cycle, with dwell, in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1250 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for standard drilling that includes a dwell value.
Job Type:
- Lathe
- Mill Turn
Block 1126. Lathe - Peck Drill Canned Cycle
This block outputs the cycle definition codes for the peck drill cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1251 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for peck drilling.
Job Type:
- Lathe
- Mill Turn
Block 1127. Lathe - Tapping Canned Cycle
This block outputs the cycle definition codes for the right hand tapping cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1253 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for right hand tapping.
Job Type:
- Lathe
- Mill Turn
Block 1128. Lathe - Boring Cycle #1 Canned Cycle
This block outputs the cycle definition codes for the bore #1 cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1254 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for bore #1.
Job Type:
- Lathe
- Mill Turn
Block 1129. Lathe - Boring Cycle #2 Canned Cycle
This block outputs the cycle definition codes for the bore #2 cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1255 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for bore #2.
Job Type:
- Lathe
- Mill Turn
Block 1130. Lathe - Back Boring Cycle Canned Cycle
This block outputs the cycle definition codes for the back boring cycle in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1256 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for back boring.
Job Type:
- Lathe
- Mill Turn
Block 1131. Lathe - Boring Cycle #1 Canned Cycle With Dwell
This block outputs the cycle definition codes for the bore #1 cycle with a dwell value in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1254 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for bore #1 with dwell.
Job Type:
- Lathe
- Mill Turn
Block 1132. Lathe - Boring Cycle #2 Canned Cycle With Dwell
This block outputs the cycle definition codes for the bore #2 cycle with a dwell value in lathe. This starting block will only be output when the posting parameters are set to Canned Cycles on the Feature Posting page and the post question: 1255 is set to a value of "y". This block should contain all codes and command necessary to define the proper canned cycle for bore #2 with dwell.
Job Type:
- Lathe
- Mill Turn
Block 1197. Lathe - End of Operation - Toolchange
This block is called at the end of every machining operation where the next operation uses a different tool number. This means the machine will be performing a tool change operation and the codes in this block should finish the current operation and move the tool/spindle to a safe location so the next operation can change the tool.
Job Type:
- Lathe
- Mill Turn
Block 1198. Lathe - End of Operation - No Toolchange
This block is called at the end of every machining operation where the next operation uses the same tool.
Job Type:
- Lathe
- Mill Turn
Block 1199. Lathe - End of Last Operation
This block is called at the end of the last operation in the program. The block is commonly used to end the current tool in such a way to prepare for the end of the NC program itself. Note that post block 5 will be called after this block to end the NC program.
Job Type:
- Lathe
- Mill Turn
Block 1247. Lathe - Sign Of X Spindle 1
This post question is used to control the sign used on the X axis for working on the main spindle.
Available Options:
- p = Positive - All X axis moves will be output as X positive.
- n = Negative - All X axis moves will be output as X negative.
- e = Either - All X axis moves will be output as either positive or negative based on the X location relative to X zero.
- r = Reverse - All X axis moves will be generated with the opposite sign based on the X location relative to X zero.
Job Type:
- Lathe
Block 1248. Lathe - Sign Of X Spindle 2
This post question is used to control the sign used on the X axis for working on the secondary spindle.
Available Options:
- p = Positive - All X axis moves will be output as X positive.
- n = Negative - All X axis moves will be output as X negative.
- e = Either - All X axis moves will be output as either positive or negative based on the X location relative to X zero.
- r = Reverse - All X axis moves will be generated with the opposite sign based on the X location relative to X zero.
Job Type:
- Lathe
Block 1249. Lathe - Output X As A Diameter Or Radius
This block is no longer in use with posting version 11.0 Use block 6005. The logic for this post block does still work, but has been replaced and should not be expected to always work in the future.
Job Type:
- Lathe
Block 1250. Lathe - Use Canned Cycle For Drilling
This question tells the posting engine if it should output the drilling cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1251. Lathe - Use Canned Cycle For Peck Drilling
This question tells the posting engine if it should output the peck drilling cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the peck drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1252. Lathe - Use Canned Cycle For Chip Break
This question tells the posting engine if it should output the chip break(Fast Peck) cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the chip break(Fast Peck) drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1253. Lathe - Use Canned Cycle For Tap
This question tells the posting engine if it should output the tap cycle using longhand motion or the canned cycle. For longhand motion the system will not output motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1254. Lathe - Use Canned Cycle For Bore #1 Cycle
This question tells the posting engine if it should output the bore #1 cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the bore #1 cycle motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1255. Lathe - Use Canned Cycle For Bore #2 Cycle
This question tells the posting engine if it should output the bore #2 cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the bore #2 cycle motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1256. Lathe - Use Canned Cycle For Back Bore Cycle
This question tells the posting engine if it should output the back boring cycle using longhand motion or the canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the back boring cycle motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1257. Lathe - Use Left Hand Tap Canned Cycle
This question tells the posting engine if it should output the left hand tap cycle using longhand motion or the canned cycle. For longhand motion the system will not output any motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
Job Type:
- Lathe
- Mill Turn
Block 1258. Lathe - Use Two Line Canned Cycle Format
This block applies to outputting canned thread cycles for lathe operations. This block effects the output format of the "thread_agle_in" variable.
Job Type:
- Lathe
- Mill Turn
Block 1259. Lathe - Depth Format (Not Used)
This block is not used.
This post block works with the "rough_depth_of_cut" posting variable.
Block 1268. Lathe - Use Fine Boring Cycle Canned Cycle
This block is not currently in use
Block 1269. Lathe - Use Rigid Tapping
This block configures the posting engine to output the rigid tapping commands for lathe tapping cycles or not. When set to "y" the posting variables "rigid_tapping_start" and "rigid_tapping_end" will be output when encountered on a postline. Lathe tapping canned cycle is output from blocks: 1122 and 1127
Job Type:
- Lathe
- Mill Turn
Block 1280. Lathe - Rough Cycle Rough Allowance - Use Sign
This block configures the posting engine to output a signed value for the posting output variables that are listed in the list below. These variables are used to output the allowance in the X and Z axis for canned rough turning operations.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1281. Lathe - Rough Cycle Finish Allowance - Use Sign
This block configures the posting engine to output a signed value for the posting output variables that are listed in the list below. These variables are used to output the finish allowance in the X and Z axis for canned rough turning operations.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1283. Lathe - Output Rough Allowance If No Allowance Is Chosen
This block configures the posting engine to outputthe rough allowance variable values or not based on if the items have been enabled in the Parameters page of the Rough operation in the Lathe Turn Feature UI.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1284. Lathe - Output Peck Amount If No Pecking Is Chosen
This block applies to Lathe Grooving. This block configures the posting engine to output the "groove_peck_increment" variable or not when the pecking option in the Groove operation is turned OFF (unchecked).
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1305. Lathe - Tap Feed Mode
This block applies to lathe tapping. This block configures the posting engine to output feedrate for the lathe tapping operation as a UPM (Unit Per Minute) value, or as UPR (Unit Per Revolution).
1305. Tap Feed Mode (0=UPM 1=UPR)? 1
Variables Applied To:
- tap_feed
Job Type:
- Lathe
- Mill Turn
Block 1306. Lathe - Reverse Tap Spindle Direction
This block applies to lathe tapping. This block configures the posting engine to reverse the direction code output when turning on the spindle for tapping with the lathe spindle.
1306. Reverse Tap Spindle Direction? n
Job Type:
- Lathe
- Mill Turn
Block 1307. Lathe - Feed Mode Hole operations (Non-Tapping)
This block applies to all lathe hole non-tap operations. This block configures the posting engine to output feedrate for the lathe hole non-tapping operation as a UPM (Unit Per Minute) value, or as UPR (Unit Per Revolution).
1307. Feedrate mode for Lathe hole operations other than Lathe Tap Operation (0=UPM 1=UPR)?
Job Type:
- Lathe
- Mill Turn
Block 1411. Lathe - R Value (Retract Amount) For First Line Of 2 Line Rough Cycle
When outputting a lathe rough canned turning cycle for fanuc machines, some use value to set the roughing retract amount. This value is typically used in a Fanuc 2 line canned cycle format. The value entered is output from the "rough_retract_amount" variable, and is used in postblocks: 1062(OD/ID) and 1066(Face)
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1412. Lathe - R Value (Retract Amount) For First Line Of 2 Line Groove Cycle
When outputting a lathe groove canned turning cycle for fanuc machines, some use value to set the roughing retract amount. This value is typically used in a Fanuc 2 line canned cycle format. The value entered is output from the "groove_retract_amount" variable, and is used in postblocks: 1074(OD/ID) and 1078(Face)
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1413. Lathe - R Value (Thread Machining Allowance) For 2 Line G76 Threading Cycle
When outputting a lathe thread (G76) canned turning cycle for fanuc machines, some use a value to set the thread machining allowance amount. This value is typically used in a Fanuc 2 line canned cycle format. The value entered is output from the "thread_machine_allowance" variable, and is used in postblocks: 1087
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1512. Lathe - Tool Number Format
The tool number output from the posting engine from the "t" post variable can be controlled using this post question. The following table defines the valid options for this post question.
|
Block 1512 Valid Options |
||
|
Set Value |
Description |
Example |
|
1 |
Sequence Number - This setting assigns the current sequence number (Nxxx) to the tool number. |
"t" Variable Output Value: T0012 |
|
2 |
Sequence Number * 101 - This setting uses the current sequence number (Nxxx) and multiplies it by 101 to create the final output. |
"t" Variable Output Value: T1212 |
|
3 |
Tool Offset + (n*100) - This setting uses the sequence number value multiplied by 100, and adds it to the tool offset value to create the final output. |
"t" Variable Output Value: T1202
|
|
4 |
Tool Offset Only - This setting will output the tool number using only the tool offset value. |
"t" Variable Output Value: T0002 |
|
5 |
Sequence Number * 100 - Similar to setting 2. This option uses the current sequence number and multiplies it by 100 for the final output. |
"t" Variable Output Value: T1200 |
|
NOTE: Example output values shown in this table are based off of the following:
Tool Number: 1 Tool Offset: 2 Sequence Number: 12 Post Question: 1513. Set to value of 4. |
||
Job Type:
- Lathe
NOTE: Mill Turn has its own tool number formatting.
Block 1513. Lathe - Number Of Digits For Tool Number
This post question defines the number of places (before the decimal) to be output for lath tool numbers.
Job Type:
- Lathe
Block 1517. Lathe - Gear 1 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1518. Lathe - Gear 2 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1519. Lathe - Gear 3 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1520. Lathe - Gear 4 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1521. Lathe - Gear 5 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1522. Lathe - Gear 6 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1523. Lathe - Gear 7 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1524. Lathe - Gear 8 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1525. Lathe - Gear 9 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1526. Lathe - Gear 10 Spindle Speed
This post question is part of a block of post questions that are used to define the spindle speed ranges that should be used for each gear available by the posting engine for output. The posting engine supports speed range 1 thru 10 and the speed ranges are defined on post questions: 1517 thru 1526. The corresponding mcode output for each speed range is defined on post questions: 1830. thru 1840. The posting variable "spindle_gear" is used to output these gear range codes.
Variables Applied To:
Job Type:
- Lathe
Block 1544. Lathe - Auto Output Cancel Offset
This post question controls how the Machine Compensation Off is handled by the posting engine. The following table defines each of the available options for this post question.
|
Block 1544 Valid Options |
|
|
Set Value |
Description |
|
0 |
This option turns off all output of the machine compensation cancel command. |
|
1 |
This option outputs the machine compensation off command on the last feed move. This is the default setting and should be used for most machines. |
|
2 |
This setting will output the cutter off command after the last feed move. The posting engine will call block 1026. when set to this option. Block 1026 is used to format the compensation off command. |
Job Type:
- Lathe
Block 1612. Lathe - Reverse G2 And G3
This post question will configure the posting engine to reverse the direction of the arc commands for lathe operations. Set this post question to "y" to reverse the arc directions.
Variables Applied To:
Job Type:
- Lathe
Block 1613. Lathe - Reverse The Sign Of I
This post question will configure the posting engine to reverse the direction of the I value in arc center definition values. This option will only be in effect when post question: 222. is set to an option that results in IJK output.
Variables Applied To:
Job Type:
- Lathe
Block 1614. Lathe - Reverse The Sign Of K
This post question will configure the posting engine to reverse the direction of the K value in arc center definition values. This option will only be in effect when post question: 222. is set to an option that results in IJK output.
Variables Applied To:
Job Type:
- Lathe
Block 1615. Lathe - Reverse The Sign Of Thread Taper Height (R)
This post question will configure the posting engine to reverse the direction of the R value in thread canned cycle. This taper height value is output using the "taper_height" variable.
Variables Applied To:
Job Type:
- Lathe
Block 1705. Lathe - Symbol for Lead
This post question will configure the prefix used for the lead value in a lathe threading canned cycles using the "thread_lead" variable.
Variables Applied To:
Job Type:
- Lathe
Block 1706. Lathe - Symbol For IPR Feedrate
This post question will configure the prefix used for the lead value in a lathe IPR (Unit Per Revolution) feedrate values.
Variables Applied To:
Job Type:
- Lathe
Block 1707. Lathe - Symbol For IPM Feedrate
This post question will configure the prefix used for the lead value in a lathe IPM(Unit Per Minute) feedrate values.
Variables Applied To:
Job Type:
- Lathe
Block 1708. Lathe - Symbol For UPR Feedrate for Threading Cycle
This post question will configure the prefix used for the UPR feedrate value in a lathe threading cycle.
1708. Symbol for UPR feedrate (thread_g33_feedrate)? ""
Variables Applied To:
Job Type:
- Lathe
- MillTurn
Block 1712. Lathe - Theading Chamfer Out Start Code
This post question defines the code to be used for the chamfer out start command on a lathe threading cycle. The code defined on this post question is output from the "thread_angle_out_start" post variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1713. Lathe - Threading Chamfer Out End Code
This post question defines the code to be used for the chamfer out end command on a lathe threading cycle. The code defined on this post question is output from the "thread_angle_out_end" post variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1763. Lathe - Feed Unit Per Minute Code (Deprecated)
This post question defines the code to be used to set the machine in a feed mode of UPM (Unit Per Minute).
Variables Applied To:
- tap_feed_mode - Mill Turn Only
Job Type:
- Mill Turn
Block 1764. Lathe - Feed Unit Per Revolution Code (Deprecated)
This post question defines the code to be used to set the machine in a feed mode of UPR (Unit Per Revolution).
Variables Applied To:
- tap_feed_mode - Mill Turn Only
Job Type:
- Mill Turn
Block 1765. Lathe - Tapping Code For Right Hand
This post question defines the code to be used to set the machine in a right hand tapping canned cycle. The variable used for output is "tap_canned_gcode"
Variables Applied To:
- tap_canned_gcode - Mill Turn Only
Job Type:
- Mill Turn
Block 1766. Lathe - Tapping Code For Left Hand
This post question defines the code to be used to set the machine in a left hand tapping canned cycle. The variable used for output is "tap_canned_gcode"
Variables Applied To:
- tap_canned_gcode- Mill Turn Only
Job Type:
- Mill Turn
Block 1767. Lathe - Prefix For Turning Tap Feed IPM
This post question defines the code to be used to set the prefix for the turning tap feedrate for Inch Per Minute (IPM). The variable used for output is "tapping_feedrate"
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1768. Lathe - Prefix For Turning Tap Feed IPR
This post question defines the code to be used to set the prefix for the turning tap feedrate for Inch Per Revolution (IPR). The variable used for output is "tapping_feedrate"
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1780. Lathe - Symbol For Spindle Speed
This post question defines the prefix string to be used for the lathe spindle speed.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1781. Lathe - Symbol For Tool Number Prefix
This post question defines the prefix string to be used for the lathe tool number.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1785. Lathe - Symbol For Spindle Speed CSS
This post question defines the prefix string to be used for the lathe spindle speed output when CSS is active.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1786. Lathe - Symbol For Spindle Speed RPM
This post question defines the prefix string to be used for the lathe spindle speed output when RPM is active.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1790. Lathe - Prefix For Canned Cycle Start Line Number
This post question defines the prefix to be used on the lathe turning canned cycle when calling out the staring line number of the profile definition.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1791. Lathe - Prefix For Canned Cycle End Line Number
This post question defines the prefix to be used on the lathe turning canned cycle when calling out the ending line number of the profile definition.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1792. Lathe - Prefix For Thread G76 First Cut Amount
This post question defines the prefix to be used on the lathe thread (G76) canned cycle when calling out the first cut amount with the "thread_first_cut" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1793. Lathe - Prefix For Thread G76 Thread Height Amount
This post question defines the prefix to be used on the lathe thread (G76) canned cycle when calling out the thread height amount with the "thread_height" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1794. Lathe - Prefix For Thread G76 Thread Angle In
This post question defines the prefix to be used on the lathe thread (G76) canned cycle when calling out the thread angle in value with the "thread_angle_in" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1795. Lathe - Prefix For Thread G76 Last Cut Amount
This post question defines the prefix to be used on the lathe thread (G76) canned cycle when calling out the thread last cut amount value with the "thread_last_cut" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1796. Lathe - Prefix For Thread G76 Machine Allowance
This post question defines the prefix to be used on the lathe thread (G76) canned cycle when calling out the thread machine allowance value with the "thread_machine_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1797. Lathe - Prefix For Fagor Pattern Repeat
This post question defines the prefix to be used on the lathe pattern repeat canned cycle for Fagor controllers when calling out the "A" value with the "pattern_repeat_fagor_a" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1798. Lathe - Prefix to define the Lead value for Thread Chamfer
This Post question defines the prefix to be used with the number of leads value specified for threading canned cycle chamfer out distance.
1798. Prefix for thread chamfer number of leads (thread_chamfer_numofleads)? " "
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1799. Lathe - Prefix to define the chamfer distance of Thread
This Post question defines the prefix used with the chamfer distance of the lathe threading cycle. The lathe chamfer distance value is calculated by the number of leads for canned cycle chamfer out multiplied by the pitch value.
1799. Prefix for thread chamfer distance (thread_chamfer_distance)? " "
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1804. Lathe - Prefix For Rough Canned Cycle Depth Of Cut
This post question defines the prefix to be used on the lathe roughing canned cycle when calling out the depth of cut value with the "rough_depth_of_cut" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1807. Lathe - Prefix For Rough Canned Cycle Retract Amount
This post question defines the prefix to be used on the lathe roughing canned cycle when calling out the retract amount value with the "rough_retract_amount" posting variable. The retract amount value that is output is defined on post question: 1411.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1808. Lathe - Prefix For Finish Canned Cycle Stock Allowance X
The "finish_x_allowance" variable has been deprecated and should not be used for any version of software after V28. Thus making this block obsolete
This post question defines the prefix to be used on the lathe finishing canned cycle when calling out the stock allowance value for X, with the "finish_x_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1809. Lathe - Prefix For Finish Canned Cycle Stock Allowance Z
The "finish_z_allowance" variable has been deprecated and should not be used for any version of software after V28. Thus making this block obsolete
This post question defines the prefix to be used on the lathe finishing canned cycle when calling out the stock allowance value for Z, with the "finish_z_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1810. Lathe - Prefix For Finish Cycle X Stock Amount For Spring Passes
This post question defines the prefix to be used on the lathe finishing canned cycle when calling out the X stock amount for spring passes , with the "finish_x_spring_pass_stock_diameter" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1811. Lathe - Prefix For Finish Cycle Z Stock Amount For Spring Passes
This post question defines the prefix to be used on the lathe finishing canned cycle when calling out the Z stock amount for spring passes , with the "finish_z_spring_pass_stock_diameter" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1812. Lathe - Prefix For Groove Cycle Retract Amount
This post question defines the prefix to be used on the lathe grooving canned cycle when defining the retract amount. This prefix is applied to the "groove_retract_amount" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1813. Lathe - Prefix For Groove Cycle X Bottom
This post question defines the prefix to be used on the lathe grooving canned cycle when defining the X bottom value. This prefix is applied to the "groove_x_bottom" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1814. Lathe - Prefix For Groove Cycle Z Bottom
This post question defines the prefix to be used on the lathe grooving canned cycle when defining the Z bottom value. This prefix is applied to the "groove_z_bottom" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1815. Lathe - Prefix For Groove Cycle Depth Of Cut
This post question defines the prefix to be used on the lathe grooving canned cycle when defining the depth of cut value. This prefix is applied to the "groove_depth_of_cut" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1816. Lathe - Prefix For Groove Cycle Peck Increment
This post question defines the prefix to be used on the lathe grooving canned cycle when defining the peck increment value. This prefix is applied to the "groove_peck_increment" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1817. Lathe - Prefix For Thread Taper Height
This post question defines the prefix to be used on the lathe threading canned cycle when defining the taper height value. This prefix is applied to the "taper_height" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1820. Lathe - Prefix For Tap Reference Plane
This post question defines the prefix to be used on the lathe tapping canned cycle when defining the reference plane value. This prefix is applied to the "tap_reference_plane" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1821. Lathe - Gcode For G32 Style Tapping
This post question defines the gcode to be used on the lathe tapping cycle when outputting G32 style tapping. The G32 tapping style is output when the Posting Mode is set to Separate Moves on the Feature - Posting page of the feature. This string is applied to the "tap_g32_gcode" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1822. Lathe - Gcode For Simple Threading Cycle
This post question defines the gcode to be used on the lathe threading operation when not using a canned cycle. The simple threading style is output when the Posting Mode is set to Separate Moves on the Feature - Posting page of the feature. This string is applied to the "thread_g33_gcode" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1823. Lathe - Prefix For X Depth For Roughing Cycle
This post question defines the prefix of the X depth output for the roughing canned cycle. This prefix is applied to the "roughing_depth_of_cut_x" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1824. Lathe - Prefix For Z Depth For Roughing Cycle
This post question defines the prefix of the Z depth output for the roughing canned cycle. This prefix is applied to the "roughing_depth_of_cut_z" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1825. Lathe - Prefix For Groove Dwell
This post question defines the prefix of the groove dwell output for the groove canned cycle. This prefix is applied to the "drill_dwell" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1826. Lathe - Prefix For Groove Peck Clearance
This post question defines the prefix of the groove peck clearance value output for the groove canned cycle. This prefix is applied to the "peck_clearance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1827. Lathe - Prefix For Groove Peck Retract
This post question defines the prefix of the groove peck retract value output for the groove canned cycle. This prefix is applied to the "peck_retract" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1830. Lathe - Code For Spindle Gear 1
This post question defines the code output to put the machine's spindle gearbox into 1st gear(low). This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1831. Lathe - Code For Spindle Gear 2
This post question defines the code output to put the machine's spindle gearbox into 2nd gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1832. Lathe - Code For Spindle Gear 3
This post question defines the code output to put the machine's spindle gearbox into 3rd gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1833. Lathe - Code For Spindle Gear 4
This post question defines the code output to put the machine's spindle gearbox into 4th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1834. Lathe - Code For Spindle Gear 5
This post question defines the code output to put the machine's spindle gearbox into 5th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1835. Lathe - Code For Spindle Gear 6
This post question defines the code output to put the machine's spindle gearbox into 6th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1836. Lathe - Code For Spindle Gear 7
This post question defines the code output to put the machine's spindle gearbox into 7th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1837. Lathe - Code For Spindle Gear 8
This post question defines the code output to put the machine's spindle gearbox into 8th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1838. Lathe - Code For Spindle Gear 9
This post question defines the code output to put the machine's spindle gearbox into 9th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1839. Lathe - Code For Spindle Gear 10
This post question defines the code output to put the machine's spindle gearbox into 10th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1840. Lathe - Code For Spindle Gear 11
This post question defines the code output to put the machine's spindle gearbox into 11th gear. This code is output using the "spindle_gear" posting variable. The gear ranges are defined on posting questions: 1517 thru 1526.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1841. Lathe - Prefix For Drill First Peck Amount
This post question defines the prefix used when outputting the first peck amount value into the NC file. The prefix string is applied to the "first_peck_drill_increment" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1842. Lathe - Prefix For Drill Peck Increment Amount
This post question defines the prefix used when outputting the peck amount value into the NC file. The prefix string is applied to the "peck_drill_increment" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1843. Lathe - Prefix For Tool Home Number
This post question defines the prefix used when outputting the tool home number. This was used for the legacy Predator header. The prefix string is applied to the "ltool_home" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1844. Lathe - Prefix For Drill Depth
This post question defines the prefix used when outputting the drill depth for a lathe canned drilling cycle. The prefix string is applied to the "drill_depth" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1845. Lathe - Prefix For Drill Canned Cycle Feedrate
This post question defines the prefix used when outputting the feedrate for a lathe canned drilling cycle. The prefix string is applied to the "canned_feed_rate" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1846. Lathe - Prefix For Initial Plane
This post question defines the prefix used when outputting the initial plane value for a lathe canned drilling cycle. The prefix string is applied to the "initial_plane" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1847. Lathe - Prefix For Dwell
This post question defines the prefix used when outputting the dwell value for a lathe operations. The prefix string is applied to the "dwell" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1849. Lathe - Prefix For Reference Plane
This post question defines the prefix used when outputting the reference plane value for a lathe canned drilling operations. The prefix string is applied to the "reference_plane" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1850. Lathe - Standard Drilling Cycle No Dwell
This post question defines the string value used to command a standard drill canned cycle for a lathe drilling operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1851. Lathe - Peck Drilling Cycle No Dwell
This post question defines the string value used to command a peck drill canned cycle for a lathe drilling operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1852. Lathe - High Speed Peck Drilling Cycle No Dwell
This post question defines the string value used to command a high speed peck drill(chip break) canned cycle for a lathe drilling operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1853. Lathe - Tapping Cycle No Dwell
This post question defines the string value used to command a tapping canned cycle for a lathe tap operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1854. Lathe - Boring Cycle #1 No Dwell
This post question defines the string value used to command a boring #1 canned cycle for a lathe boring operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1855. Lathe - Boring Cycle #2 No Dwell
This post question defines the string value used to command a boring #2 canned cycle for a lathe boring operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1856. Lathe - Back Boring Cycle No Dwell
This post question defines the string value used to command a back boring canned cycle for a lathe boring operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1857. Lathe - Left Hand Tapping Cycle No Dwell
This post question defines the string value used to command a left hand canned cycle for a lathe tapping operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1858. Lathe - Fine Boring Cycle No Dwell
This option is not currently in use.
This post question defines the string value used to command a fine boring canned cycle for a lathe boring operations. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1860. Lathe - Standard Drilling Cycle With Dwell
This post question defines the string value used to command a standard drill canned cycle for a lathe drilling operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1861. Lathe - Peck Drilling Cycle With Dwell
This post question defines the string value used to command a peck drill canned cycle for a lathe drilling operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1862. Lathe - High Speed Peck Drilling Cycle With Dwell
This post question defines the string value used to command a high speed peck drill canned cycle for a lathe drilling operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1863. Lathe - Tapping Cycle With Dwell
This post question defines the string value used to command a tapping canned cycle for a lathe operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1864. Lathe - Boring Cycle #1 With Dwell
This post question defines the string value used to command the boring #1 canned cycle for a lathe boring operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1865. Lathe - Boring Cycle #2 With Dwell
This post question defines the string value used to command the boring #2 canned cycle for a lathe boring operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1866. Lathe - Back Boring Cycle With Dwell
This post question defines the string value used to command the back boring canned cycle for a lathe boring operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1867. Lathe - Left Hand Tapping Cycle With Dwell
This post question defines the string value used to command the left hand tapping canned cycle for a lathe tapping operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1868. Lathe - Fine Boring Cycle With Dwell
This block is currently not in use.
This post question defines the string value used to command the fine boring canned cycle for a lathe boring operations with a commanded dwell value. The prefix string is applied to the "g_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
Block 1870. Lathe - Gcode For Finish Turn Canned Cycle
This post question defines the string value used to command the finish canned turning cycle for a lathe. The prefix string is applied to the "g_finish_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1871. Lathe - Gcode For Rough Turn Canned Cycle
This post question defines the string value used to command the rough (OD/ID) canned turning cycle for a lathe. The prefix string is applied to the "g_rough_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1872. Lathe - Gcode For Face Rough Turn Canned Cycle
This post question defines the string value used to command the rough (facing) canned turning cycle for a lathe. The prefix string is applied to the "g_rough_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1873. Lathe - Gcode For Pattern Repeat Canned Cycle
This post question defines the string value used to command the pattern repeat canned turning cycle for a lathe. The prefix string is applied to the "g_pattern_repeat_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1874. Lathe - Gcode For Face Groove Canned Cycle
This post question defines the string value used to command face grooving canned turning cycle for a lathe. The prefix string is applied to the "g_groove_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1875. Lathe - Gcode For OD/ID Groove Canned Cycle
This post question defines the string value used to command OD/ID grooving canned turning cycle for a lathe. The prefix string is applied to the "g_groove_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1876. Lathe - Gcode For OD/ID Thread Cycle
This post question defines the string value used to command OD/ID threading canned turning cycle for a lathe. The prefix string is applied to the "g_thread_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1877. Lathe - Gcode For Face Thread Cycle
This post question defines the string value used to command face threading canned turning cycle for a lathe. The prefix string is applied to the "g_thread_cycle_code" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1878. Lathe - Gcode To Cancel Canned Turning/Threading Cycle
This post question defines the string value used to cancel any turning or threading canned turning cycle for a lathe. The prefix string is applied to the "g_cancel_canned_cycle" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1880. Lathe - Prefix For Rough Canned - Rough Allowance X
This post question defines the prefix string to be used when outputting the rough allowance in X for the rough turning canned cycle for a lathe. The prefix string is applied to the "rough_cycle_rough_x_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1881. Lathe - Prefix For Rough Canned - Rough Allowance Z
This post question defines the prefix string to be used when outputting the rough allowance in Z for the rough turning canned cycle for a lathe. The prefix string is applied to the "rough_cycle_rough_z_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1882. Lathe - Prefix For Rough Canned - Finish Allowance X
This post question defines the prefix string to be used when outputting the finish allowance in X for the rough turning canned cycle for a lathe. The prefix string is applied to the "rough_cycle_finish_x_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1883. Lathe - Prefix For Rough Canned - Finish Allowance Z
This post question defines the prefix string to be used when outputting the finish allowance in Z for the rough turning canned cycle for a lathe. The prefix string is applied to the "rough_cycle_finish_z_allowance" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1884. Lathe - Prefix For Pattern Repeat Cycle Depth Of Cut X
This post question defines the prefix string to be used when outputting the depth of cut in the X axis for the pattern repeat turning canned cycle for a lathe. The prefix string is applied to the "pattern_repeat_depth_of_cut_x" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1885. Lathe - Prefix For Pattern Repeat Cycle Depth Of Cut Z
This post question defines the prefix string to be used when outputting the depth of cut in the Z axis for the pattern repeat turning canned cycle for a lathe. The prefix string is applied to the "pattern_repeat_depth_of_cut_z" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1886. Lathe - Prefix For Lathe Clearance Face
This post question defines the prefix string to be used when outputting the face clearance value that is defined in the machine setup. Commonly used for miscellaneous canned cycles. The prefix string is applied to the "clearance_face" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1887. Lathe - Prefix For Lathe Clearance Diameter
This post question defines the prefix string to be used when outputting the clearance diameter value that is defined in the machine setup. Commonly used for miscellaneous canned cycles. The prefix string is applied to the "clearance_diameter" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 1888. Lathe - Prefix For Lathe Clearance Internal Diameter
This post question defines the prefix string to be used when outputting the clearance internal diameter value that is defined in the machine setup. Commonly used for miscellaneous canned cycles. The prefix string is applied to the "clearance_internal_diameter" posting variable.
Variables Applied To:
Job Type:
- Lathe
- Mill Turn
Block 2001 thru Block 2100. VBScripting Blocks?
These blocks are used to create custom functionality for post processors using the Visual Basic Scripting language VBScript. Each block can contain multiple lines of VBS code to perform various functions and outputs in the NC file. Each block is accessed using an associated predefined command variable "program_block_#" where # = the scripting block number.
Example 1:
2. Startup Toolchange Block
n, rapid_move,xr,yr
program_block_1
n, "G43", h, d, zr
In this example, the postblock 2 is going to call postblock 2001.
Example 2:
2. Startup Toolchange Block
n, rapid_move,xr,yr
program_block_5
n, "G43", h, d, zr
In this example, the postblock 2 is going to call postblock 2005.
Block 2101 Read Entire File After Post?
This block is called at the end of generating and closing the NC file that is created by the post processor. This allows the post writer to execute VBScripting code to complete tasks when the file generation is complete. Example uses of this block would be for opening and then processing through the created NC file to modify values or format the output.
Block 2102 Read Each Line After Output?
This block is called at the end of each line of code that has been generated from a postline. The use of VBScripting in this block allows the post writer to modify and analyze NC lines as the lines are generated. An example usage of this block would be to gather and collect data about tool numbers, the number of operations that exist in the file, how many operations use a specific tool..etc.
Posting Variable/API Available
Block 2103 VB Script Line By Line?
This block is not currently in use and should be removed from all *.BCPst post processor files.
Block 2200 Thru 2299 Reserved For Customized Integer
These blocks are reserved for allowing the post writer to define integer value constants to be output in the NC program and accessed via the VBScript API call: GetIntegerOfBlock(long blockID)
Job Type:
- Mill Turn
Block 2300 Thru 2399 Reserved For Customized Double
These blocks are reserved for allowing the post writer to define integer value constants to be output in the NC program and accessed via the VBScript API call: GetDoubleOfBlock(long blockID)
Job Type:
- Mill Turn
Block 2400 thru 2499 Reserved For Customized String
These blocks are reserved for allowing the post writer to define integer value constants to be output in the NC program and accessed via the VBScript API call:GetStringOfBlock(long blockID)
Job Type:
- Mill Turn
Block 2500 thru 2599 Reserved For General Customer Commands
These blocks are reserved for allowing the post writer to create custom command blocks that can be called and accessed elsewhere in the post processor. The blocks can be accessed using the "RunBlock_##" posting variable. Example: "RunBlock_2502" will run command block 2502.
Job Type:
- Mill Turn
Block 2600 thru 2699 Reserved For Custom MDI Blocks
These blocks are reserved for allowing the post writer to create custom MDI commands that will be available via the MDI page in Mill Turn operations. Currently there are no logic in the system to define default values to custom MDI variables.
Block Names and How They Are Used:
The text that follows the block number on the line will be used as the text displayed in the MDI dialog under the Custom Commands section.
Example:
2600. Air Blast ON
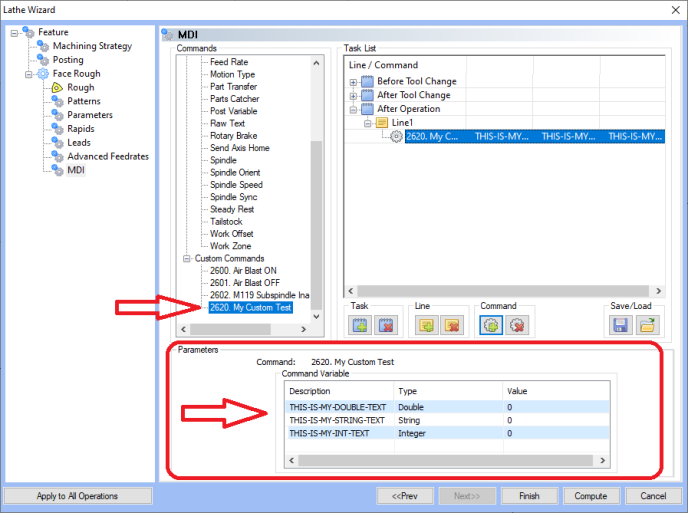
Custom Variables For Inputs
Inside the MDI blocks you can define custom variables to be used that will alter the UI and provide input fields for the user to enter values that will then be output by the posting engine. Part of the variable name defines the text that is displayed in the UI for the custom MDI command. The following list shows the variable types, and the ??? should be replaced with the text to be displayed in the UI for the input field. The text to be displayed cannot use an "_" or space character.
Available Custom Variable/Input Types:
- mdi_custom_double_???
- mdi_custom_string_???
- mdi_custom_int_???
Example Input Variable
2620. My Custom Test
mdi_custom_double_THIS-IS-MY-DOUBLE-TEXT
mdi_custom_string_THIS-IS-MY-STRING-TEXT
mdi_custom_int_THIS-IS-MY-INT-TEXT
The custom block and variables above generates the following UI options
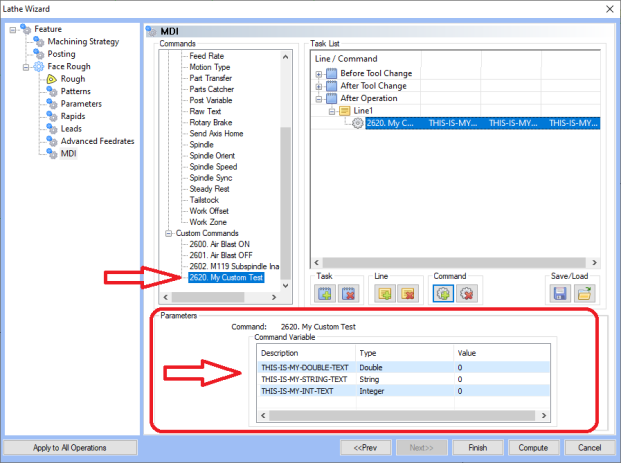
Useage:
When custom mdi variables/fields have been created, the line they are defined on will also be where the value is output. The post writer should apply your own prefix using string output " " prior to any use of one of the variables if a prefix is required. The following is an example block of code showing the overall use.
2611. Torque Skip Command
force_no_add_spaces
" G22", " W", mdi_custom_double_W-Axis-TargetPoint, " D", mdi_custom_double_D-IncrementalApproachPoint, " L", mdi_custom_double_L-IncrementalVirtualApproachPoint, " F", mdi_custom_double_FeedRate, " PW=", mdi_custom_int_PW-PresetTorqueValue
default_add_spaces
Job Type:
- Mill Turn
Block 3000. Mill Turn - Polar Interpolation - Rapid Move
This postblock is used to format the variables used to output rapid motion while in polar interpolation mode.
Job Type:
- Mill Turn
Block 3001. Mill Turn - Polar Interpolation - Feed Move
This postblock is used to format the variables used to output feed motion while in polar interpolation mode.
Job Type:
- Mill Turn
Block 3002. Mill Turn - Polar Interpolation - Feed Move On Lead-In
This postblock is used to format the variables used to output feed motion for lead-in moves while in polar interpolation mode.
Job Type:
- Mill Turn
Block 3003. Mill Turn - Polar Interpolation - Feed Move On Lead-Out
This postblock is used to format the variables used to output feed motion for lead-out moves while in polar interpolation mode.
Job Type:
- Mill Turn
Block 3004. Mill Turn - Polar Interpolation - Arc Move XY Plane
This postblock is used to format the variables used to output arc motion for XY (G17) plane arcs while in polar interpolation mode.
Job Type:
- Mill Turn
Block 3005. Mill Turn - Polar Interpolation - Begin Block
This postblock is used to handle any codes necessary to put the machine in polar coordinate conversion mode. This block is called for face milling operations where the Posting Mode on the operations Posting page has been set to Polar Interpolation. Polar Interpolation mode output is formatted by post questions: 3527, 3528. and the XY coordinates values are output based on post questions: 3594, and 3595 to control radius or diameter values. The Y axis component prefix for polar mode is defined on a post question for each zone block. So for zone 1 you would look at : 6010, For zone 2 you would look at 6035.
Common Tasks Handled In This Block:
- Output current working plane (G17, G18, G19..etc)
- Output move to reference or zero rotary axis
- Output command to start/engage polar coordinate conversion function on machine.
Job Type:
- Mill Turn
Block 3006. Mill Turn - Polar Interpolation - End Block
This postblock is used to cancel the polar coordinate conversion function on the machine. See block 3005 for more information about polar interpolation mode.
Job Type:
- Mill Turn
Block 3020. Mill Turn - Cross - Rigid Tapping Start
This postblock is used to output the commands necessary to put the machine in rigid tapping mode for the cross tapping cycles while using live tooling on a mill turn machine. For this block to be called the posting engine must encounter the "rigid_tapping_start" command variable and the post question: 3509 must be set to "y" for rigid tapping.
Variables Applied To:
- rigid_tapping_start - This is the command variable that will call this postblock.
Job Type:
- Mill Turn
Block 3021. Mill Turn - Cross - Rigid Tapping End
This postblock is used to output the commands necessary to turn off rigid tapping mode for the cross tapping cycles while using live tooling on a mill turn machine. For this block to be called the posting engine must encounter the "rigid_tapping_end" command variable and the post question: 3509 must be set to "y" for rigid tapping.
Variables Applied To:
- rigid_tapping_end- This is the command variable that will call this postblock.
Job Type:
- Mill Turn
Block 3022. Mill Turn - Cross - High Speed Peck Drill Canned Cycle - Fast Peck
This block is used to output the code for a fast peck/chip break drilling canned cycle. This block will only be called if post question: 3502. is set to "y".
Job Type:
- Mill Turn
Block 3023. Mill Turn - Cross - Left Hand Tap Canned Cycle
This block is used to output the code for a left hand tapping canned cycle. This block will only be called if post question: 3507. is set to "y".
Job Type:
- Mill Turn
Block 3024. Mill Turn - Cross - Fine Boring Canned Cycle
This block is not currently in use.
This block is used to output the code for a fine boring canned cycle. This block will only be called if post question: 3508. is set to "y".
Job Type:
- Mill Turn
Block 3025. Mill Turn - Cross - Drill Canned Cycle Cancel
This block is used to output the code to cancel all canned drilling cycles for cross drilling operations used with live tooling.
Job Type:
- Mill Turn
Block 3026. Mill Turn - Cross - Standard Drill Canned Cycle
This block is used to output the code for a standard drilling canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3500. is set to "y".
Job Type:
- Mill Turn
Block 3027. Mill Turn - Cross - Standard Drill Canned Cycle With Dwell
This block is used to output the code for a standard drilling canned cycle, with dwell value, for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3500. is set to "y" and has a dwell value.
Job Type:
- Mill Turn
Block 3028. Mill Turn - Cross - Peck Drill Canned Cycle
This block is used to output the code for a peck drilling canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3501. is set to "y".
Job Type:
- Mill Turn
Block 3029. Mill Turn - Cross - Tap Canned Cycle
This block is used to output the code for a tapping canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3503. is set to "y".
Job Type:
- Mill Turn
Block 3030. Mill Turn - Cross - Boring Cycle #1 Canned Cycle
This block is used to output the code for a boring #1 canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3504. is set to "y".
Job Type:
- Mill Turn
Block 3031. Mill Turn - Cross - Boring Cycle #2 Canned Cycle
This block is used to output the code for a boring #2 canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3505. is set to "y".
Job Type:
- Mill Turn
Block 3032. Mill Turn - Cross - Boring Cycle #3 (Back Boring) Canned Cycle
This block is used to output the code for a boring #3 (Back Boring) canned cycle for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3506. is set to "y".
Job Type:
- Mill Turn
Block 3033. Mill Turn - Cross - Boring Cycle #1Canned Cycle With Dwell
This block is used to output the code for a boring #1 canned cycle, with dwell, for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3504. is set to "y" and has a dwell value.
Job Type:
- Mill Turn
Block 3034. Mill Turn - Cross - Boring Cycle #2 Canned Cycle With Dwell
This block is used to output the code for a boring #2 canned cycle, with dwell, for a cross hole using live tooling on a mill turn machine. This block will only be called if post question: 3505. is set to "y" and has a dwell value.
Job Type:
- Mill Turn
Block 3035. Mill Turn - Cross - Canned Cycle Drill Point Format With Subprograms
This block is used to output the subsequent hole locations needed for cross canned drilling and tapping operations with subprograms turned on.
Job Type:
- Mill Turn
Block 3036. Mill Turn - Cross - Canned Cycle Drill Point Format For Standard Drill No Subprograms
This block is used to output the subsequent hole locations needed for standard drill canned cycle for cross axis drilling operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3037. Mill Turn - Cross - Canned Cycle Drill Point Format For Standard Drill With Dwell No Subprograms
This block is used to output the subsequent hole locations needed for standard drill canned cycle for cross axis drilling operations with subprograms turned off and has a dwell value.
Job Type:
- Mill Turn
Block 3038. Mill Turn - Cross - Canned Cycle Drill Point Format For Peck Drill No Subprograms
This block is used to output the subsequent hole locations needed for peck drill canned cycle for cross axis drilling operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3039. Mill Turn - Cross - Canned Cycle Drill Point Format For Tapping No Subprograms
This block is used to output the subsequent hole locations needed for tapping canned cycle for cross axis drilling operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3040. Mill Turn - Cross - Canned Cycle Drill Point Format For Boring Cycle #1 No Subprograms
This block is used to output the subsequent hole locations needed for boring #1 canned cycle for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3041. Mill Turn - Cross - Canned Cycle Drill Point Format For Boring Cycle #2 No Subprograms
This block is used to output the subsequent hole locations needed for boring #2 canned cycle for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3042. Mill Turn - Cross - Canned Cycle Drill Point Format For Boring Cycle #3 (Back Boring) No Subprograms
This block is used to output the subsequent hole locations needed for boring #3(Back Boring) canned cycle for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3043. Mill Turn - Cross - Canned Cycle Drill Point Format For Boring Cycle #1 With Dwell No Subprograms
This block is used to output the subsequent hole locations needed for boring #1 canned cycle, with dwell, for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3044. Mill Turn - Cross - Canned Cycle Drill Point Format For Boring Cycle #2 With Dwell No Subprograms
This block is used to output the subsequent hole locations needed for boring #2 canned cycle, with dwell, for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3045. Mill Turn - Cross - Canned Cycle Drill Point Format For High Speed Peck Drill No Subprograms
This block is used to output the subsequent hole locations needed for high speed peck drilling canned cycle for cross axis drilling operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3046. Mill Turn - Cross - Canned Cycle Drill Point Format For Left Hand Tapping Cycle No Subprograms
This block is used to output the subsequent hole locations needed for left hand tapping canned cycle for cross axis tapping operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3047. Mill Turn - Cross - Canned Cycle Drill Point Format For Fine Boring Canned Cycle No Subprograms
This block is used to output the subsequent hole locations needed for Fine Boring canned cycle for cross axis boring operations with subprograms turned off.
Job Type:
- Mill Turn
Block 3500. Mill Turn - Cross - Use Standard Drilling Canned Cycle?
This question tells the posting engine if it should output the drilling cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Cross Standard Drill |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3501. Mill Turn - Cross - Use Peck Drilling Canned Cycle?
This question tells the posting engine if it should output the peck drilling cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Cross Peck Drill |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3502. Mill Turn - Cross - Use High Speed Peck Drilling Canned Cycle?
This question tells the posting engine if it should output the high speed peck drilling cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Cross High Speed Peck Drill |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3503. Mill Turn - Cross - Use Tapping Canned Cycle?
This question tells the posting engine if it should output the tapping cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system does not generate motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Cross Tapping |
||
|
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
||
|
Yes |
||
Job Type:
- Mill Turn
Block 3504. Mill Turn - Cross - Use Boring Cycle #1 Canned Cycle?
This question tells the posting engine if it should output the bore #1 cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Boring Cycle #1 |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3505. Mill Turn - Cross - Use Boring Cycle #2 Canned Cycle?
This question tells the posting engine if it should output the bore #2 cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Boring Cycle #2 |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3506. Mill Turn - Cross - Use Back Boring Cycle Canned Cycle?
This question tells the posting engine if it should output the back bore cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system will call rapid and feed blocks as necessary to complete the drilling motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Back Boring Cycle |
|||
|
Dwell |
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
|
||
|
|
Yes |
||
|
Yes |
|
||
|
Yes |
Yes |
||
Job Type:
- Mill Turn
Block 3507. Mill Turn - Cross - Use Left Hand Tapping Canned Cycle?
This question tells the posting engine if it should output the left hand tapping cycle using longhand motion or the cross drilling canned cycle. For longhand motion the system does not generate motion. For Canned Cycle output the posting engine will call the blocks from the defined table below:
|
Cycle Type: Cross Left HandTapping |
||
|
With Subprograms |
Canned Cycle Block |
Subsequent Hole Blocks |
|
|
||
|
Yes |
||
Job Type:
- Mill Turn
Block 3508. Mill Turn - Cross - Use Fine Boring Canned Cycle
This block is not currently in use
Job Type:
- Mill Turn
Block 3509. Mill Turn - Cross - Use Rigid Tapping
This block defines if the rigid tapping blocks should be called when the "rigid_tapping_start" and "rigid_tapping_end" command variables are encountered in the cross drilling/tapping postblocks. When set to "y" the posting engine will call blocks: 3020 and 3021 when the command variables are encountered.
Variables Applied To:
- rigid_tapping_start - Command variable
- rigid_tapping_end - Command variable
Job Type:
- Mill Turn
Block 3510. Mill Turn - Cross - Tapping Feed Rate
This block defines if the tapping blocks should output a UPM (Unit Per Minute) or UPR (Unit Per Revolution) feedrate value.
Variables Applied To:
Job Type:
- Mill Turn
Block 3511. Mill Turn - Cross - Maximum Spindle Speed For Tapping
This block defines the maximum allowable spindle speed for tapping for cross tapping operations using live tooling.
Variables Applied To:
Job Type:
- Mill Turn
Block 3512. Mill Turn - Cross - Output G99 Instead of G98 in Drilling?
This post question sets what value is output from the "g98_g99" variable when encountered on a postline in a mill turn cross drilling canned cycle.
Available Options:
y - This setting sets the posting engine so the "g98_g99" posting variable returns the string defined for G99 on post question: 728
n - This setting sets the posting engine so the "g98_g99" posting variable returns the string defined for G98 on post question: 727
Variables Applied To:
Job Type:
- Mill Turn
Block 3513. Mill Turn - Cross - Output G98/G99 in Drilling?
This post question sets wether or not the posting engine will output anything when the "g98_g99" posting variable is encountered on a mill turn cross drilling canned cycle postline.
Available Options:
y - This setting sets the posting engine to process and output the "g98_g99" posting variable.
n - This setting sets the posting engine to ignore the "g98_g99" posting variable.
Variables Applied To:
Job Type:
- Mill Turn
Block 3514. Mill Turn - Cross - Reference Plane Prefix?
This block defines the string value to be used for the prefix of the Reference Plane output in the NC file for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3515. Mill Turn - Cross - First Peck Prefix
This block defines the string value to be used for the prefix of the first peck amount output in the NC file for mill turn cross peck drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3516. Mill Turn - Cross - Peck Drill Prefix
This block defines the string value to be used for the prefix of the peck amount output in the NC file for mill turn cross peck drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3517. Mill Turn - Cross - Drill Depth Prefix
This block defines the string value to be used for the prefix of the depth amount output in the NC file for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3518. Mill Turn - Cross - Cancel Drilling Canned Cycle
This block defines the string value to be used to cancel drilling caned cycles for mill turn, cross drilling canned cycle operations.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3519. Mill Turn - Cross - Prefix For Drill Canned Cycle Feedrate
This block defines the string value to be used as the prefix to the drilling canned cycle feedrate value output for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3520. Mill Turn - Cross - Prefix For Initial Plane
This block defines the string value to be used as the prefix to the drilling canned cycle initial plane value output for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3521. Mill Turn - Cross - Prefix For Tapping Feedrate
This block defines the string value to be used as the prefix to the tapping canned cycle feedrate value output for mill turn cross tapping canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3522. Mill Turn - Cross - Prefix For Tapping Spindle Speed
This block defines the string value to be used as the prefix to the tapping canned cycle spindle speed value output for mill turn cross tapping canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3523. Mill Turn - Cross - Prefix For Threads Per Inch
This block defines the string value to be used as the prefix for the posting variable "theads_per_inch"
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3524. Mill Turn - Cross - Prefix For Thread Lead
This block defines the string value to be used as the prefix for the posting variable "thread_lead"
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3525. Mill Turn - Cross - Retract To Initial Position
This block defines the string value to be used to command a canned cycle to retract to the initial position for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3526. Mill Turn - Cross - Retract To R Plane
This block defines the string value to be used to command a canned cycle to retract to the R plane position for mill turn cross drilling canned cycles.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3527. Mill Turn - Allow Polar Interpolation Mode Rapids
This block defines to the posting engine if rapid motion should be output while inside a polar coordinate conversion section of code. When machining on the face of a part and the posting mode is set to Polar Interpolation, some machines allow rapid moves inside the polar mode and some do not. This question allows the post writer to switch between the two modes.
Valid Options
- "y" - This setting allows rapid motion to be output between the polar mode on/off commands.
- "n" - This setting does not allow rapid motion and you will see the polar coordinate conversion on/off commands output at each rapid move.
Job Type:
- Mill Turn
Block 3528. Mill Turn - Polar Coordinates Relative To Start Angle (Deprecated- Use Block 3529)
When outputting polar coordinate conversion mode, the coordinates that need to be output will either be based off of the current angle of the rotary axis at the point that polar mode is enabled on the machine, or the coordinates must be relative to the 0 degree position of the rotary axis. This question allows you to define which mode should be output from the posting engine.
Valid Options
- "y" - This setting will output the coordinates relative to the angle the rotary axis is currently at when entering polar mode.
- "n" - This setting defines that the coordinates should all be output relative to rotary 0 orientation.
Job Type:
- Mill Turn
Block 3529. Mill Turn - Polar coordinates mode
Some controllers require the C axis to be at 0 before polar interpolation is called. Originally we offered a way to output relative to the start angle with post question 3528 (Polar coordinates relative to start angle?).
This post question would handle the standard cases along with needing the output relative to the start angle. This post question 3528 has now been deprecated in favor of this Post question 3529 that handles each of those cases, along with the case of a controller needing C0 positioning before the polar interpolation call!
3529. Polar coordinates mode (0: Default mode, 1: Relative to start angle, 2: Start at C=0)?
- Outputs are as is for polar coordinates.
This is like setting the now deprecated post question 3528. Polar coordinates relative to start angle? to no
- Outputs are calculated relative to the start angle.
This is like setting the above mentioned post question to yes.
- Outputs are forced to start at C=0 and the first point is calculated after starting at C0.
Define the starting feedrate value in the Post question 3597 ( Feedrate value for polar coordinates mode 2?). If this Post question 3597 doesn't exist in the Post Processor then the Posting engine uses the maximum cutting feedrate defined on the machine parameters page.
Block 3530. Mill Turn - Cross - Standard Drilling Cycle No Dwell
This post question sets the string value used to command the standard drill canned cycle command on the machine for mill turn cross drill cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3531. Mill Turn - Cross - Peck Drilling Cycle No Dwell
This post question sets the string value used to command the peck drill canned cycle command on the machine for mill turn cross drill cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3532. Mill Turn - Cross - High Speed Peck Drilling Cycle No Dwell
This post question sets the string value used to command the high speed/chip break peck drill canned cycle command on the machine for mill turn cross drill cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3533. Mill Turn - Cross - Tapping Cycle No Dwell
This post question sets the string value used to command the tapping canned cycle command on the machine for mill turn cross tap cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3534. Mill Turn - Cross - Boring Cycle #1 No Dwell
This post question sets the string value used to command the boring #1 canned cycle command on the machine for mill turn cross bore cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3535. Mill Turn - Cross - Boring Cycle #2 No Dwell
This post question sets the string value used to command the boring #2 canned cycle command on the machine for mill turn cross bore cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3536. Mill Turn - Cross - Back Boring Cycle No Dwell
This post question sets the string value used to command the back boring canned cycle command on the machine for mill turn cross bore cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3537. Mill Turn - Cross - Left Hand Tapping Cycle No Dwell
This post question sets the string value used to command the left hand tapping canned cycle command on the machine for mill turn cross tap cycle.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3538. Mill Turn - Cross - Fine Boring Cycle No Dwell
This postblock is not currently in use.
Block 3539. Mill Turn - Cross - Hole Making Cycle No Dwell
This postblock is not currently in use.
Block 3540. Mill Turn - Cross - Hole Making Cycle No Dwell
This postblock is not currently in use.
Block 3541. Mill Turn - Cross - Hole Making Cycle No Dwell
This postblock is not currently in use.
Block 3542. Mill Turn - Cross - Standard Drilling Cycle With Dwell
This post question sets the string value used to command the standard drill canned cycle command on the machine for mill turn cross drill cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3543. Mill Turn - Cross - Peck Drilling Cycle With Dwell
This post question sets the string value used to command the peck drill canned cycle command on the machine for mill turn cross drill cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3544. Mill Turn - Cross - High Speed Peck Drilling Cycle With Dwell
This post question sets the string value used to command the high speed peck drill canned cycle command on the machine for mill turn cross drill cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3545. Mill Turn - Cross - Tapping Cycle With Dwell
This post question sets the string value used to command the tapping canned cycle command on the machine for mill turn cross tap cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3546. Mill Turn - Cross - Boring Cycle #1 With Dwell
This post question sets the string value used to command the boring #1 canned cycle command on the machine for mill turn cross boring cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3547. Mill Turn - Cross - Boring Cycle #2 With Dwell
This post question sets the string value used to command the boring #2 canned cycle command on the machine for mill turn cross boring cycle with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3548. Mill Turn - Cross - Back Boring Cycle With Dwell
This post question sets the string value used to command the back boring canned cycle command on the machine for mill turn cross boring cycle (#3) with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3549. Mill Turn - Cross - Left Hand Tap Cycle With Dwell
This post question sets the string value used to command the left hand tapping canned cycle command on the machine for mill turn cross tapping with a dwell value.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3550. Mill Turn - Cross - Fine Boring Cycle With Dwell
This postblock is currently not in use.
Block 3551. Mill Turn - Cross - Hole Making Cycle With Dwell
This postblock is currently not in use.
Block 3552. Mill Turn - Cross - Hole Making Cycle With Dwell
This postblock is currently not in use.
Block 3553. Mill Turn - Cross - Hole Making Cycle With Dwell
This postblock is currently not in use.
Block 3559. Mill Turn - Output Arc Center I Values As Radius
This post question sets the posting engine on how it should output the I values for cutting arcs using live tooling when the post question: 222 is set to an option that uses IJK output.
The I value represents the X axis component of the arc center. By default the I value will be output as a Diameter mode. When this question is set to "y" the posting engine will output the value as a Radial dimension.
Posting Variables Applied To:
Job Type:
- Mill Turn
See Also:
- Block 204 For arc gcode modality
- Block 205 For arc end point coordinate modality
- Block 221 For breaking arcs at quadrants
- Block 222 For arc center output type
- Block 223 For breaking Arcs if larger than 180 degrees
- Block 319 For breaking arcs over a large size
- Block 320 For arc breaking tolerance setting
- Block 446 For arc center output modality
- Block 550 For breaking arc segments into line segments
- Block 640, 641, 642, 643 for prefix definitions for arc center values (Both IJK and R Types)
- Block 682 and 683 for Arc gcode command string definition for CW and CCW arc moves.
Block 3561. Mill Turn - Gcode For MT Radius Mode
This post question takes a string value that represents the command that will put the machine into radius mode programming on mill tun machines. The value is applied to the "mt_output_rad_dia" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
See Also:
- Block 3562 - Gcode For MT Diameter Mode
Block 3562. Mill Turn - Gcode For MT Diameter Mode
This post question takes a string value that represents the command that will put the machine into diameter mode programming on mill tun machines. The value is applied to the "mt_output_rad_dia" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
See Also:
- Block 3561 - Gcode For MT Radius Mode
Block 3564. Mill Turn - Gcode For Offset Value Set Command
This post question takes a string value that represents the command that will allow the setting of offset registers the CNC controller on the mill turn machine. The value is applied to the "g_offset_value_set" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3565. Mill Turn - Gcode For Offset Value Set Cancel Command
This post question takes a string value that represents the command that will cancel the setting of offset registers the CNC controller on the mill turn machine. The value is applied to the "g_offset_value_set_cancel" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3566. Mill Turn - Gcode For Torque Skip Mode
This post question takes a string value that represents the command that will turn on the torque skip function of the CNC controller on the mill turn machine. The value is applied to the "g_torque_skip" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3567. Mill Turn - Gcode For Torque Limit Mode
This post question takes a string value that represents the command that will turn on the torque limiting function of the CNC controller on the mill turn machine. The value is applied to the "g_torque_limit_on" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3568. Mill Turn - Gcode For Torque Limit Mode Cancel
This post question takes a string value that represents the command that will turn off the torque limiting function of the CNC controller on the mill turn machine. The value is applied to the "g_torque_limit_cancel" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3569. Mill Turn - Gcode For Stroke Limit ON
This post question takes a string value that represents the command that will turn on the stroke limiting function of the CNC controller on the mill turn machine. The value is applied to the "g_stroke_limit_on" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3570. Mill Turn - Gcode For Stroke Limit OFF
This post question takes a string value that represents the command that will turn off the stroke limiting function of the CNC controller on the mill turn machine. The value is applied to the "g_stroke_limit_off" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3571. Mill Turn - Stroke Limit First Point X Prefix
This post question takes a string value that defines the X axis point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_x" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3572. Mill Turn - Stroke Limit First Point Y Prefix
This post question takes a string value that defines the Y axis point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_y" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3573. Mill Turn - Stroke Limit First Point Z Prefix
This post question takes a string value that defines the Z axis point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_z" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3574. Mill Turn - Stroke Limit Second Point X Prefix
This post question takes a string value that defines the X axis end point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_i" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3575. Mill Turn - Stroke Limit Second Point Y Prefix
This post question takes a string value that defines the Y axis end point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_j" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3576. Mill Turn - Stroke Limit Second Point Z Prefix
This post question takes a string value that defines the Z axis end point for the stroke limit function of the CNC controller on a mill turn machine. The value is applied to the "stroke_limit_k" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3577. Mill Turn - Gcode For Max Spindle Speed Clamp
This post question takes a string value that defines the maximum spindle speed clamp function of the CNC controller on a mill turn machine. The value is applied to the "g_max_ss" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3578. Mill Turn - Gcode For Exact Stop Mode
This post question takes a string value that defines the turning on of the exact stop mode on the CNC controller on a mill turn machine. The value is applied to the "g_exact_stop" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3579. Mill Turn - Gcode For Exact Stop Mode ON
This post question takes a string value that defines the turning on of the exact stop mode on the CNC controller on a mill turn machine. The value is applied to the "g_exact_stop_modal_on" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3580. Mill Turn - Gcode For Exact Stop Mode OFF
This post question takes a string value that defines the turning off the exact stop mode on the CNC controller on a mill turn machine. The value is applied to the "g_exact_stop_modal_off" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3581. Mill Turn - Gcode For Balance Cut Mode
This post question takes a string value that defines the turning on of the balance cutting mode on the CNC controller on a mill turn machine. The value is applied to the "g_balance_cut_on" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3582. Mill Turn - Gcode For Balance Cut Mode Cancel
This post question takes a string value that defines the turning off the balance cutting mode on the CNC controller on a mill turn machine. The value is applied to the "g_balance_cut_off" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3590. Mill Turn - Y Axis Machining Mode Enable
This post question takes a string value that defines the turning on Y axis machining mode on the CNC controller on a mill turn machine. The value is applied to the "y_axis_mode" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3591. Mill Turn - Y Axis Machining Mode Disable
This post question takes a string value that defines the turning off Y axis machining mode on the CNC controller on a mill turn machine. The value is applied to the "y_axis_mode" posting variable and also the "y_axis_mode_disable" posting variable.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3592. Mill Turn - Y Axis Machining Mode - Current X Axis Scale Value
This post question defines the scale value applied to the X axis coordinate output while performing machining with live tools in a feature where the posting output mode uses the Y axis Please note that global shift and scale values may also be effecting output of these coordinates.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3593. Mill Turn - Y Axis Machining Mode - Current Y Axis Scale Value
This post question defines the scale value applied to the Y axis coordinate output while performing machining with live tools in a feature where the posting output mode uses the Y axis Please note that global shift and scale values may also be effecting output of these coordinates.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3594. Mill Turn - Polar Machining Mode - Current X Axis Scale Value
This post question defines the scale value applied to the X axis coordinate output while performing machining with live tools in a feature where the posting output mode uses the polar coordinate conversion function. Please note that global shift and scale values may also be effecting output of these coordinates.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3595. Mill Turn - Polar Machining Mode - Current Y Axis Scale Value
This post question defines the scale value applied to the Y axis coordinate output while performing machining with live tools in a feature where the posting output mode uses the polar coordinate conversion function. Please note that global shift and scale values may also be effecting output of these coordinates.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 3597. Mill Turn - Feedrate value for the Polar coordinate mode 2 (set in 3529)
This Post question is used to set the feedrate value for the Polar coordinate mode 2, which is set in the Post question 3529.
3597. Feedrate value for polar coordinates mode 2 (set in 3529.)?
// use for rapid moves converted to feed moves
If this Post question 3597 doesn't exist in the Post Processor then the Posting engine uses the maximum cutting feedrate defined on the machine parameters page.
Probing Postblocks
Block 3997. Probe - Start of file with probe tool
This block is used when a probing operation is the 1st operation in an NC program. In this block the codes should be defined to:
- Set up the job
- Load the probe tool
- Turn on the probe
- Apply offsets for the probe
- Move to initial position prior to starting the probe cycle itself.
Block 3998. Probe - Tool Change
This block is used when a toolchange is required to load a probe into the spindle for the next operation. In this block the codes should be defined to:
- Prepare for the toolchange
- Load the probe tool
- Turn on the probe
- Apply offsets for the probe
- Move to initial position prior to starting the probe cycle itself.
Block 3999. Probe - Null Tool Change
This block is used when the previous operation was using a probe tool, and the next operation is using the same probe tool. In this block the codes should be defined to:
- Clear any previous operation settings that need to be cleared.
- Setup any new settings in preparation for the new probing operation
- Apply offsets for the probe that may need changed
- Move to initial position prior to starting the probe cycle itself.
Block 4000. Probe - Probe ON
This block is called automatically by the posting engine when it is required to turn on the probe for a probing operation. In this block you use the "probe_on" variable to output the string defined to turn on the probe.
Block 4001. Probe - Probe OFF
This block is called automatically by the posting engine when it is required to turn off the probe after a probing operation. In this block you use the "probe_off" variable to output the string defined to turn on the probe.
Block 4002. Probe - End of probe cycle
This block is called automatically by the posting engine at the end of a probing cycle. This block can be used to end or cancel any commands necessary when a probing cycle is complete.
Block 4003. Probe - Protected move
This block is used to build the commands necessary to position the probe using the protected mode. This is used for pre-positioning before/after a probing cycle to avoid collisions.
Posting Variables Applied To:
Job Type:
- Mill
Block 4004. Probe - X Single Surface
This block is used to build the commands necessary to execute an X Single Surface probing cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4005. Probe - Y Single Surface
This block is used to build the commands necessary to execute an Y Single Surface probing cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4006. Probe - Z Single Surface
This block is used to build the commands necessary to execute an Z Single Surface probing cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4007. Probe - Web
This block is used to build the commands necessary to execute a web probing cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4008. Probe - Pocket
This block is used to build the commands necessary to execute a pocket probing cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4009. Probe - Boss (4 Point Method)
This block is used to build the commands necessary to execute boss probing cycle using a 4 point method.
Posting Variables Applied To:
Job Type:
- Mill
Block 4010. Probe - Bore (4 Point Method)
This block is used to build the commands necessary to execute bore probing cycle using a 4 point method.
Posting Variables Applied To:
Job Type:
- Mill
Block 4011. Probe - Boss (3 Point Method)
This block is used to build the commands necessary to execute boss probing cycle using a 3 point method.
Posting Variables Applied To:
Job Type:
- Mill
Block 4012. Probe - Bore (3 Point Method)
This block is used to build the commands necessary to execute bore probing cycle using a 3 point method.
Posting Variables Applied To:
Job Type:
- Mill
Block 4013. Probe - Internal Corner
This block is used to build the commands necessary to execute an internal corner probing cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4014. Probe - External Corner
This block is used to build the commands necessary to execute an external corner probing cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4015. Probe - 5-Point Rectangle (External)
This block is used to build the commands necessary to execute a 5-point rectangle probing cycle for probing external points.
Posting Variables Applied To:
Job Type:
- Mill
Block 4016. Probe - 5-Point Rectangle (Internal)
This block is used to build the commands necessary to execute a 5-point rectangle probing cycle for probing internal points.
Posting Variables Applied To:
Job Type:
- Mill
Block 4017. Probe - Angled Surface in XY Plane
This block is used to build the commands necessary to execute an angled surface in XY plane probing cycle.
Job Type:
- Mill
Block 4018. Probe - Angled Surface in XYZ Plane
This block is used to build the commands necessary to execute an angled surface in XYZ plane probing cycle.
Job Type:
- Mill
Block 4019. Probe - Angled Web
This block is used to build the commands necessary to execute an angled web probing cycle
Posting Variables Applied To:
Job Type:
- Mill
Block 4020. Probe - Angled Pocket
This block is used to build the commands necessary to execute an angled pocket probing cycle
Posting Variables Applied To:
Job Type:
- Mill
Block 4021. Probe - 4th Axis Measurement (A Axis)
This block is used to build the commands necessary to execute a 4th axis measurement cycle with an A axis.
Posting Variables Applied To:
Job Type:
- Mill
Block 4022. Probe - 4th Axis Measurement (B Axis)
This block is used to build the commands necessary to execute a 4th axis measurement cycle with an B axis.
Posting Variables Applied To:
Job Type:
- Mill
Block 4023. Probe - 4th Axis Measurement (C Axis)
This block is used to build the commands necessary to execute a 4th axis measurement cycle with an C axis.
Posting Variables Applied To:
Job Type:
- Mill
Block 4024. Probe - 4th Axis Measurement (C2 Axis)
This block is used to build the commands necessary to execute a 4th axis measurement cycle with a secondary C axis.
Posting Variables Applied To:
Job Type:
- Mill
Block 4025. Probe - Boss on PCD (Pitch Circle Diameter)
This block is used to build the commands necessary to execute a boss measurement PCD cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4026. Probe - Bore on PCD (Pitch Circle Diameter)
This block is used to build the commands necessary to execute a bore measurement PCD cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4027. Probe - Stock Allowance
This block is used to build the commands necessary to define stock allowance in probing cycles.
Job Type:
- Mill
Block 4028. Probe - Feature to Feature XY Plane
This block is used to build the commands necessary to define feature to feature XY plane value for probing cycles.
Job Type:
- Mill
Block 4029. Probe - Feature to Feature Z Plane
This block is used to build the commands necessary to define feature to feature Z plane value for probing cycles.
Job Type:
- Mill
Block 4030. Probe - SPC Tool Offset (Storing Probe Coordinate)
This block is used to build the commands necessary to define the tool offset value for SPC cycles.
Job Type:
- Mill
Block 4031. Probe - Angle Measure in X
This block is used to build the commands necessary to define the angle measure in X probing cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4032. Probe - Angle Measure in Y
This block is used to build the commands necessary to define the angle measure in Y probing cycle.
Posting Variables Applied To:
Job Type:
- Mill
Probing - Contact Tool Setter Blocks
Block 4997. Probe - Start of file with tool setter (Contact Tool Setter)
This block is used when a tool setter probing operation is the 1st operation in an NC program. In this block the codes should be defined to:
- Set up the job
- Load the tool to be probed
- Turn on the probe
- Move to initial position prior to starting the probe cycle itself.
Job Type:
- Mill
Block 4998. Probe - Tool Setter Tool Change (Contact & Non Contact Tool Setter)
This block is used when a toolchange is required to load a new tool into the spindle for the next tool measurement operation. In this block the codes should be defined to:
- Prepare for the toolchange
- Load the new tool
- Turn on the probe
- Move to initial position prior to starting the probe cycle itself.
Job Type:
- Mill
Block 4999. Probe - Tool Setter Null Tool Change (Contact & Non Contact Tool Setter)
This block is used when a toolchange is required to complete another tool measurement operation on the same tool that is currently in the spindle of the machine. In this block the codes should be defined to:
- Prepare for the next measurement cycle
- Move to initial position prior to starting the probe cycle itself.
Job Type:
- Mill
Block 4100. Probe - CTS Automatic Length
This block is used to build the commands necessary to define the automatic length measure CTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4101. Probe - CTS Automatic Diameter
This block is used to build the commands necessary to define the automatic diameter measure CTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4102. Probe - CTS Automatic Length and Diameter
This block is used to build the commands necessary to define the automatic length and diameter measure CTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4103. Probe - CTS Automatic Length Feed Up
This block is used to build the commands necessary to define the automatic length feed up measure CTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4104. Probe - CTS Broken Tool
This block is used to build the commands necessary to define the broken tool checking CTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4105. Probe - CTS Manual Length
This block is used to build the commands necessary to define the manual length measuring CTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4106. Probe - CTS Manual Diameter
This block is used to build the commands necessary to define the manual diameter measuring CTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4107. Probe - CTS Thermal Compensation
This block is used to build the commands necessary to define the thermal compensation measuring CTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Probing - Non Contact Tool Setter Blocks
Block 4150. Probe - NTS Tool Length
This block is used to build the commands necessary to define the tool length measuring NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4151. Probe - NTS Tool Diameter
This block is used to build the commands necessary to define the tool diameter measuring NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4152. Probe - NTS Tool Length and Diameter
This block is used to build the commands necessary to define the tool length and diameter measuring NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4153. Probe - NTS Cutting Edge Checking
This block is used to build the commands necessary to define the cutting edge checking NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4154. Probe - NTS Broken Tool - Plunge
This block is used to build the commands necessary to define the broken tool detection NTS cycle using plunge method
Posting Variables Applied To:
Job Type:
- Mill
Block 4155. Probe - NTS Broken Tool - Solid Tool
This block is used to build the commands necessary to define the broken tool detection NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4156. Probe - NTS Radius Profile Checking
This block is used to build the commands necessary to define the radius profile checking NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4157. Probe - NTS Linear Profile Checking
This block is used to build the commands necessary to define the linear profile checking NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4158. Probe - NTS Thermal Compensation
This block is used to build the commands necessary to define the thermal compensation measuring NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4159. Probe - NTS Thermal Compensation - Spindle
This block is used to build the commands necessary to define the spindle thermal compensation measuring NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4160. Probe - NTS Thermal Compensation - Radial
This block is used to build the commands necessary to define the radial thermal compensation measuring NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4161. Probe - NTS Corner Radius Measurement
This block is used to build the commands necessary to define the corner radius measuring NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Probe Prefix Definitions
Block 4200. Macro Call Code
This block is used to define the string for probing macro call.
Posting Variables Applied To:
Job Type:
- Mill
Block 4201. Probe On Command
This block is used to define the string for turning on the probe.
Posting Variables Applied To:
Job Type:
- Mill
Block 4202. Probe Off Command
This block is used to define the string for turning off the probe.
Posting Variables Applied To:
Job Type:
- Mill
Block 4203. Probe Protected Move Cycle
This block is used to define the string protected positioning mode.
Posting Variables Applied To:
Job Type:
- Mill
Block 4204. Probe X Single Surface Cycle
This block is used to define the string for the probe X single surface cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4205. Probe Y Single Surface Cycle
This block is used to define the string for the probe Y single surface cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4206. Probe Z Single Surface Cycle
This block is used to define the string for the probe Z single surface cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4207. Probe Web Cycle
This block is used to define the string for the probe web cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4208. Probe Pocket Cycle
This block is used to define the string for the probe pocket cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4209. Probe Boss 4 Point Cycle
This block is used to define the string for the probe boss 4 point cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4210. Probe Bore 4 Point Cycle
This block is used to define the string for the probe bore 4 point cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4211. Probe Boss 3 Point Cycle
This block is used to define the string for the probe boss 3 point cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4212. Probe Bore 3 Point Cycle
This block is used to define the string for the probe bore 3 point cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4213. Probe Internal Corner Cycle
This block is used to define the string for the probe internal corner cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4214. Probe External Corner Cycle
This block is used to define the string for the probe external corner cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4215. Probe External 5 Point Rectangle Cycle
This block is used to define the string for the external 5 point rectangle probe cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4216. Probe Internal 5 Point Rectangle Cycle
This block is used to define the string for the internal 5 point rectangle probe cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4217. Probe Line Cycle
This block is used to define the string for the line probe cycle. (Angle Single Surface with A D inputs)
Posting Variables Applied To:
Job Type:
- Mill
Block 4218. Probe 3 Point Plane
This block is used to define the string for the 3 pint plane probe cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4219. Probe Angled Web Cycle
This block is used to define the string for the angled web probe cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4220. Probe Angled Pocket Cycle
This block is used to define the string for the angled pocket probe cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4221. Probe 4th Axis Cycle
This block is used to define the string for the 4th axis probe cycle. Rotary axis around X.
Posting Variables Applied To:
Job Type:
- Mill
Block 4222. Probe 4th Axis Cycle (Y/B)
This block is used to define the string for the 4th axis probe cycle. Rotary axis around Y.
Posting Variables Applied To:
Job Type:
- Mill
Block 4223. Probe Boss on PCD Cycle
This block is used to define the string for the boss PCD probe cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4224. Probe Bore on PCD Cycle
This block is used to define the string for the bore PCD probe cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4225. Probe Angled Surface Cycle
This block is used to define the string for the angled surface probe cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4250. Probe Prefix for X Position in Probing
This block is used to define the prefix string used for the X position in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4251. Probe Prefix for Y Position in Probing
This block is used to define the prefix string used for the Y position in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4252. Probe Prefix for Z Position in Probing
This block is used to define the prefix string used for the Z position in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4253. Probe Prefix for Bore and Boss Diameter Parameter
This block is used to define the prefix string used for the bore and boss diameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4254. Probe Prefix for Angle Parameter
This block is used to define the prefix string used for the angle parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4255. Probe Prefix for Bore/Boss First Angle Parameter
This block is used to define the prefix string used for the first angle parameter of the Bore/Boss probing cycle
Posting Variables Applied To:
Job Type:
- Mill
Block 4256. Probe Prefix for Bore/Boss Second Angle Parameter
This block is used to define the prefix string used for the second angle parameter of the Bore/Boss probing cycle
Posting Variables Applied To:
Job Type:
- Mill
Block 4257. Probe Prefix for Bore/Boss Third Angle Parameter
This block is used to define the prefix string used for the third angle parameter of the Bore/Boss probing cycle
Posting Variables Applied To:
Job Type:
- Mill
Block 4258. Probe Prefix Probe Distance Parameter
This block is used to define the prefix string used for the probe distance parameter for probing cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4259. Probe Prefix for X Distance Parameter in Corner Probing
This block is used to define the prefix string used for the X distance parameter for corner probing cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4260. Probe Prefix for Y Distance Parameter in Corner Probing
This block is used to define the prefix string used for the Y distance parameter for corner probing cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4261. Probe Prefix for Second X Distance Parameter in Corner Probing
This block is used to define the prefix string used for the second X distance parameter for corner probing cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4262. Probe Prefix for Second Y Distance Parameter in Corner Probing
This block is used to define the prefix string used for the second Y distance parameter for corner probing cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4263. Probe Prefix X Distance Parameter on 4th Axis Probing
This block is used to define the prefix string used for the X distance parameter for 4th axis probing cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4264. Probe Prefix Y Distance Parameter on 4th Axis Probing
This block is used to define the prefix string used for the Y distance parameter for 4th axis probing cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4265. Probe Prefix X Length Parameter Used in Rectangle Probing
This block is used to define the prefix string used for the X length parameter for the rectangle probing cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4266. Probe Prefix Y Length Parameter Used in Rectangle Probing
This block is used to define the prefix string used for the Y length parameter for the rectangle probing cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4267. Probe Prefix for Z Measure Position Parameter in Bore PCD
This block is used to define the prefix string used for the Z measure position parameter in the bore PCD probing cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4268. Probe Prefix for Face for 2 Measurement Parameter in Rectangle Probing
This block is used to define the prefix string used for the face for 2 measurement parameter in rectangle probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4269. Probe Prefix for P2 and P4 Measure Position Parameter
This block is used to define the prefix string used for the P2 and P4 Measure Position Parameter in Rectangle Probing
Posting Variables Applied To:
Job Type:
- Mill
Block 4270. Probe Prefix for Distance Between 2 Points
This block is used to define the prefix string used for the distance between two points parameter in rectangle probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4271. Probe Prefix for Second Distance Parameter in Rectangle Probing
This block is used to define the prefix string used for the second distance parameter in rectangle probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4272. Probe Prefix for Probe Surface Output Parameter
This block is used to define the prefix string used for the probe surface output parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4273. Probe Prefix for 4th Axis Probing Type Parameter
This block is used to define the prefix string used for the 4th axis probing type parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4274. Probe Prefix for the Pitch Circle Diameter Parameter in Bore/Boss PCD
This block is used to define the prefix string used for the PCD parameter in Bore/Boss PCD cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4275. Probe Prefix for the Number of Feature Parameter in Bore/Boss PCD
This block is used to define the prefix string used for the PCD number of features parameter in the Bore/Boss PCD cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4276. Probe Prefix for the Angle Tolerance Parameter
This block is used to define the prefix string used for the angle tolerance parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4277. Probe Prefix for the Experience Value Parameter
This block is used to define the prefix string used for the experience value parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4278. Probe Prefix for the Feedback Parameter
This block is used to define the prefix string used for the feedback parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4279. Probe Prefix for the Feature Tolerance Parameter
This block is used to define the prefix string used for the feature tolerance parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4280. Probe Prefix for the True Tolerance Parameter
This block is used to define the prefix string used for the true tolerance parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4281. Probe Prefix for the Overtravel Parameter
This block is used to define the prefix string used for the overtravel parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4282. Probe Prefix for the Incremental Distance Parameter
This block is used to define the prefix string used for the incremental distance parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4283. Probe Prefix for the Work Offset Parameter
This block is used to define the prefix string used for the work offset parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4284. Probe Prefix for the Tool Offset Parameter
This block is used to define the prefix string used for the tool offset parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4285. Probe Prefix for the Upper Tolerance Limit Parameter
This block is used to define the prefix string used for the upper tolerance limit parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4286. Probe Prefix for the Null Band Parameter
This block is used to define the prefix string used for the null band parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4287. Probe Prefix for the Print Parameter
This block is used to define the prefix string used for the print parameter in probing.
Posting Variables Applied To:
Job Type:
- Mill
Block 4288. Probe Command for Opening the Print Port
This block is used to define the command used for opening the print port on the machine.
Posting Variables Applied To:
Job Type:
- Mill
Block 4289. Probe Command for Closing the Print Port
This block is used to define the command used for closing the print port on the machine.
Posting Variables Applied To:
Job Type:
- Mill
Block 4400. Probe String for the Contact Tool Setter Automatic Length Cycle
This block is used to define the string used for the automatic length cycle for CTS.
Posting Variables Applied To:
Job Type:
- Mill
Block 4401. Probe String for the Contact Tool Setter Automatic Diameter Cycle
This block is used to define the string used for the automatic diameter cycle for CTS.
Posting Variables Applied To:
Job Type:
- Mill
Block 4402. Probe String for the Contact Tool Setter Automatic Length and Diameter Cycle
This block is used to define the string used for the automatic length and diameter cycle for CTS.
Posting Variables Applied To:
Job Type:
- Mill
Block 4403. Probe String for the Contact Tool Setter Automatic Length Up Cut Cycle
This block is used to define the string used for the automatic length up cut cycle for CTS.
Posting Variables Applied To:
Job Type:
- Mill
Block 4404. Probe String for the Contact Tool Setter Broken Tool Cycle
This block is used to define the string used for the broken tool cycle for CTS.
Posting Variables Applied To:
Job Type:
- Mill
Block 4405. Probe String for the Contact Tool Setter Manual Length Cycle
This block is used to define the string used for the manual length cycle for CTS.
Posting Variables Applied To:
Job Type:
- Mill
Block 4406. Probe String for the Contact Tool Setter Manual Diameter Cycle
This block is used to define the string used for the manual diameter cycle for CTS.
Posting Variables Applied To:
Job Type:
- Mill
Block 4407. Probe String for the Contact Tool Setter Thermal Compensation Cycle
This block is used to define the string used for the thermal compensation cycle for CTS.
Posting Variables Applied To:
Job Type:
- Mill
Block 4420. Probe Prefix String for the Contact Tool Setter Measurement Type Parameter
This block is used to define the prefix string used for the measurement type parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4421. Probe Prefix String for the Contact Tool Setter Tool Diameter (Rotating) Parameter
This block is used to define the prefix string used for the tool diameter parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4422. Probe Prefix String for the Contact Tool Setter Tool Length Tolerance Parameter
This block is used to define the prefix string used for the tool length tolerance parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4423. Probe Prefix String for the Contact Tool Setter Length Experience Parameter
This block is used to define the prefix string used for the length experience parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4424. Probe Prefix String for the Contact Tool Setter Tool Out of the Tolerance Parameter
This block is used to define the prefix string used for the tool out of the tolerance parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4425. Probe Prefix String for the Contact Tool Setter Overtravel Parameter
This block is used to define the prefix string used for the overtravel parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4426. Probe Prefix String for the Contact Tool Setter Tool Offset Parameter
This block is used to define the prefix string used for the tool offset parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4427. Probe Prefix String for the Contact Tool Setter Tool Length Parameter
This block is used to define the prefix string used for the tool length parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4428. Probe Prefix String for the Contact Tool Setter Tool Offset Type A Parameter
This block is used to define the prefix string used for the tool offset parameter (Type A offset tables) in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4429. Probe Prefix String for the Contact Tool Setter Diameter Experience Parameter
This block is used to define the prefix string used for the diameter experience parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4430. Probe Prefix String for the Contact Tool Setter Extra Z Clearance Parameter
This block is used to define the prefix string used for the extra Z clearance parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4431. Probe Prefix String for the Contact Tool Setter Z Measure Position Parameter
This block is used to define the prefix string used for the Z measure position parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4432. Probe Prefix String for the Contact Tool Setter Incremental Radial Distance Parameter
This block is used to define the prefix string used for the incremental radial distance parameter (Upfeed Cycle) in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4433. Probe Prefix String for the Contact Tool Setter Rapid Position Parameter
This block is used to define the prefix string used for the rapid position parameter in broken tool CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4434. Probe Prefix String for the Contact Tool Setter Clearance Position Parameter
This block is used to define the prefix string used for the clearance position parameter in broken tool CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4435. Probe Prefix String for the Contact Tool Setter Thermal Comp Cycle Type Parameter
This block is used to define the prefix string used for the thermal comp cycle type parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4436. Probe Prefix String for the Contact Tool Setter Thermal Comp Measure Position Parameter
This block is used to define the prefix string used for the thermal comp measure position parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4437. Probe Prefix String for the Contact Tool Setter Thermal Comp X Storage Parameter
This block is used to define the prefix string used for the thermal comp X storage parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4438. Probe Prefix String for the Contact Tool Setter Thermal Comp Y Storage Parameter
This block is used to define the prefix string used for the thermal comp Y storage parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4439. Probe Prefix String for the Contact Tool Setter Thermal Comp Z Storage Parameter
This block is used to define the prefix string used for the thermal comp Z storage parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4440. Probe Prefix String for the Contact Tool Setter Overtravel Distance & Radial Clearance Parameter
This block is used to define the prefix string used for the overtravel distance and radial clearance parameter in CTS cycles.
Posting Variables Applied To:
Job Type:
- Mill
Block 4500. Probe String for Non-Contact Tool Setter Tool Length Cycle
This block is used to define the string used for the tool length NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4501. Probe String for Non-Contact Tool Setter Tool Diameter Cycle
This block is used to define the string used for the tool diameter NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4502. Probe String for Non-Contact Tool Setter Tool Length & Diameter Cycle
This block is used to define the string used for the tool length and diameter NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4503. Probe String for Non-Contact Tool Setter Cutting Edge Checking
This block is used to define the string used for the cutting edge checking NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4504. Probe String for Non-Contact Tool Setter Broken Edge - Plunge
This block is used to define the string used for the broken edge checking NTS cycle using plunge method.
Posting Variables Applied To:
Job Type:
- Mill
Block 4505. Probe String for Non-Contact Tool Setter Broken Tool - Solid Tool
This block is used to define the string used for the broken tool checking NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4506. Probe String for Non-Contact Tool Setter Radius Profile Checking
This block is used to define the string used for the radius profile checking NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4507. Probe String for Non-Contact Tool Setter Linear Profile Checking
This block is used to define the string used for the linear profile checking NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4508. Probe String for Non-Contact Tool Setter Full Thermal Compensation
This block is used to define the string used for the full thermal compensation NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4509. Probe String for Non-Contact Tool Setter Spindle Thermal Compensation
This block is used to define the string used for the spindle thermal compensation NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4510. Probe String for Non-Contact Tool Setter Radial Thermal Compensation
This block is used to define the string used for the radial thermal compensation NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4511. Probe String for Non-Contact Tool Setter Corner Radius Measure
This block is used to define the string used for the corner radius measure NTS cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4550. Probe Prefix String for Non-Contact Tool Setter Measurement Type
This block is used to define the prefix string used for the measurement type parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4551. Probe Prefix String for Non-Contact Tool Setter Tool Length Tolerance Value Parameter
This block is used to define the prefix string used for the tool length tolerance value parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4552. Probe Prefix String for Non-Contact Tool Setter Tool Length Experience Value Parameter
This block is used to define the prefix string used for the tool length experience value parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4553. Probe Prefix String for Non-Contact Tool Setter Tool Out Of Tolerance Parameter
This block is used to define the prefix string used for the tool out of tolerance parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4554. Probe Prefix String for Non-Contact Tool Setter Overtravel Parameter
This block is used to define the prefix string used for the overtravel parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4555. Probe Prefix String for Non-Contact Tool Setter Spindle Speed Parameter
This block is used to define the prefix string used for the spindle speed parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4556. Probe Prefix String for Non-Contact Tool Setter Tool Offset Parameter
This block is used to define the prefix string used for the tool offset parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4557. Probe Prefix String for Non-Contact Tool Setter Radial Step-over Parameter
This block is used to define the prefix string used for the radial step-over parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4558. Probe Prefix String for Non-Contact Tool Setter Solid Tool Parameter
This block is used to define the prefix string used for the solid tool parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4559. Probe Prefix String for Non-Contact Tool Setter Cutter Edge Parameter
This block is used to define the prefix string used for the cutter edge parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4560. Probe Prefix String for Non-Contact Tool Setter Diameter Offset Number Parameter
This block is used to define the prefix string used for the diameter offset number parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4561. Probe Prefix String for Non-Contact Tool Setter Diameter Tolerance Parameter
This block is used to define the prefix string used for the diameter tolerance number parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4562. Probe Prefix String for Non-Contact Tool Setter Step Distance for Radial Measure Parameter
This block is used to define the prefix string used for the step distance for radial measure parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4563. Probe Prefix String for Non-Contact Tool Setter Radial/Dia Experience Parameter
This block is used to define the prefix string used for the radial/diameter experience parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4564. Probe Prefix String for Non-Contact Tool Setter Tool Diameter Parameter
This block is used to define the prefix string used for the tool diameter parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4565. Probe Prefix String for Non-Contact Tool Setter Search Distance for High Spot Parameter
This block is used to define the prefix string used for the search distance for high spot parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4566. Probe Prefix String for Non-Contact Tool Setter Measure Height Parameter
This block is used to define the prefix string used for the measure height parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4567. Probe Prefix String for Non-Contact Tool Setter Number of Cutting Edges Parameter
This block is used to define the prefix string used for the number of cutting edges parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4568. Probe Prefix String for Non-Contact Tool Setter Feed Per Rev Parameter
This block is used to define the prefix string used for the feedrate per revolution parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4569. Probe Prefix String for Non-Contact Tool Setter Run-Out Tolerance Parameter
This block is used to define the prefix string used for the run-out tolerance parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4570. Probe Prefix String for Non-Contact Tool Setter Safety Plane Parameter
This block is used to define the prefix string used for the safety plane parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4571. Probe Prefix String for Non-Contact Tool Setter Start Angle for Profile Checking Parameter
This block is used to define the prefix string used for the start angle for profile checking parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4572. Probe Prefix String for Non-Contact Tool Setter End Angle for Profile Checking Parameter
This block is used to define the prefix string used for the end angle profile checking parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4573. Probe Prefix String for Non-Contact Tool Setter Profile Checking Height Parameter
This block is used to define the prefix string used for the profile checking height parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4574. Probe Prefix String for Non-Contact Tool Setter Profile Checking Linear Distance Parameter
This block is used to define the prefix string used for the profile checking linear distance parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4575. Probe Prefix String for Non-Contact Tool Setter Profile Checking Radial Distance Parameter
This block is used to define the prefix string used for the profile checking radial distance parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4576. Probe Prefix String for Non-Contact Tool Setter Work Offset in Thermal Checking Parameter
This block is used to define the prefix string used for the work offset parameter in thermal checking.
Posting Variables Applied To:
Job Type:
- Mill
Block 4577. Probe Prefix String for Non-Contact Tool Setter Tool Length in Thermal Checking Parameter
This block is used to define the prefix string used for the tool length parameter in thermal checking.
Posting Variables Applied To:
Job Type:
- Mill
Block 4578. Probe Prefix String for Non-Contact Tool Setter Corner Radius Parameter
This block is used to define the prefix string used for the corner radius parameter.
Posting Variables Applied To:
Job Type:
- Mill
Block 4579. Probe Prefix String for Non-Contact Tool Setter Corner Measure Number of Touches Parameter
This block is used to define the prefix string used for the number of touches parameter in the corner measure cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4580. Probe Prefix String for Non-Contact Tool Setter Corner Measure Radial Measure Option Parameter
This block is used to define the prefix string used for the radial measure parameter in the corner measure cycle.
Posting Variables Applied To:
Job Type:
- Mill
Block 4700. Probe - Angle Output Mode For Probing
This block is used to set the output mode used for outputting Angle values in a probing cycle.
Values are:
- 0 = -180 to +180
- 1 = 0 to 360
- 2 = any
Posting Variables Applied To:
Job Type:
- Mill
Block 5000. Thru 5049. Mill Turn - Absolute Prefix Blocks
These postblocks define the prefix to be used for corresponding axes based on the numerical order of the list.
How The Prefix Is Associated To An Axis:
In the Current Settings > Machine Definition page for mill turn machine types, there is a button for the Axis ID Manager.
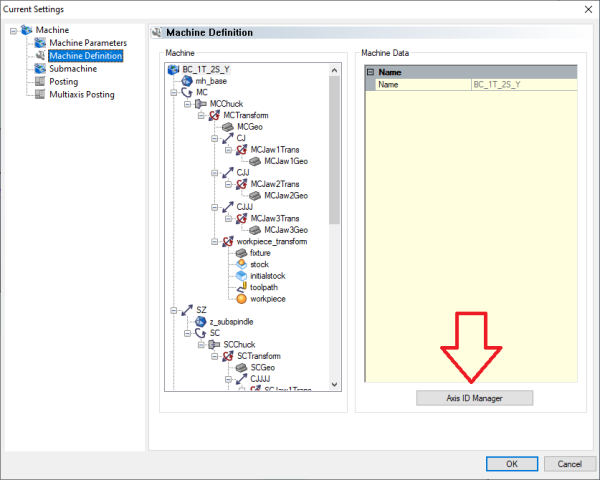
In the Axis ID Manager window you are presented with a listing of each of the machine components and the Axis ID. You can arrange the listing of axis components using the arrows on the dialog. The Axis ID represents the Prefix Number listed in the postblocks.
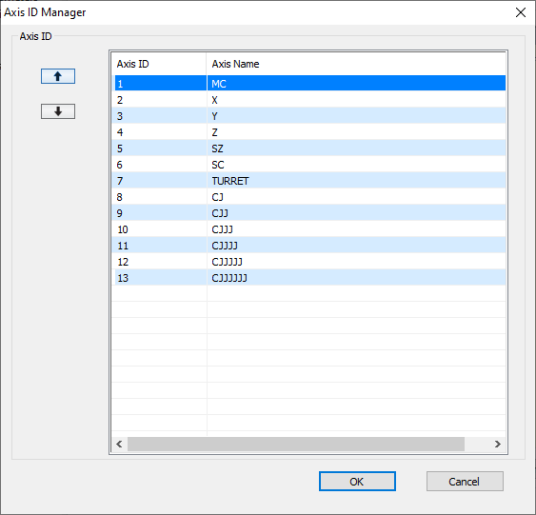
Job Type:
- Mill Turn
Block 5050. Thru 5099. Mill Turn - Incremental Prefix Blocks
These postblocks define the prefix to be used for corresponding axes based on the numerical order of the list.
NOTE: See Block 5000 for details on how these prefixes are assigned to specific axes.
Job Type:
- Mill Turn
Block 5100. Thru 5149. Mill Turn - Axis Scaling Blocks
These postblocks define the scale factor to be used for corresponding axes based on the numerical order of the list. These scale factors are applied globally and will affect all output from variables associated with an axis. Keep in mind that many post variables may have additional post questions that define other scaling to the output, and any value entered into these blocks will be applied in addition to any other post questions that affect the same variable in use.
NOTE: See Block 5000 for details on how these scale factors are assigned to specific axes.
Job Type:
- Mill Turn
Block 5150. Thru 5199. Mill Turn - Axis Shift Blocks
These postblocks define the shift amount to be applied to the corresponding axes based on the numerical order of the list. These shift values are applied globally and will affect all output from variables associated with an axis. Keep in mind that many post variables may have additional post questions that manipulate the output, and any value entered into these blocks will be applied in addition to any other post questions that affect the same variable in use.
NOTE: See Block 5000 for details on how these scale factors are assigned to specific axes.
Job Type:
- Mill Turn
Block 5200. Thru 5208. Mill Turn - Tool Orientation Mapping Blocks
These postblocks are used to define the mapping scheme applied to the output from the "tool_orientation" posting variable used to output and define the tool orientation as needed for some mill turn machine controllers.
In the BobCAD-CAM software, when a tool is mounted and used in an operation, the tool orientation is defined. To allow the output from the posting variable to be aligned with a specific machine tool controller needs, each corresponding orientation can be assigned here.
Posting Variables Applied To:
Job Type:
- Mill Turn
Block 6000. Thru 8499. Mill Turn - Zone Blocks
These postblock are used to define option controlling many things as it pertains to sets of machine components assigned to work together. See the topic: Mill Turn Zone Post Blocks for more information and complete details.
Job Type:
- Mill Turn
Block 10000. Thru 10999. Mill Turn - Workpiece Blocks
These postblock are used to define option controlling many things as it pertains to workpiece(spindle) machine components. See the topic: Mill Turn Zone Post Blocks for more information and complete details.
Job Type:
- Mill Turn
Block 20000. Thru 20999. Mill Turn - Tool Device Blocks
These postblock are used to define option controlling many things as it pertains to tool devices(turrets and 5 axis spindle) machine components. See the topic: Mill Turn Zone Post Blocks for more information and complete details.
Job Type:
- Mill Turn
Block 20X40. Thru 20X59. Mill Turn - Coolant Codes
For MillTurn the Post blocks 20X40 to 20X59 need to be used to define each tool device coolant code.
See the topic: 840-859 for more information on using multiple coolant options and complete details.
Job Type:
- Mill Turn
|
Tool Device 1 |
Tool Device 2 |
|
20040. Coolant 1 ON Code? "M08" 20041. Coolant 2 ON Code? "M07" 20042. Coolant 3 ON Code? "M83" 20043. Coolant 4 ON Code? "M88" 20044. Coolant 5 ON Code? "M31" 20045. Coolant 6 ON Code? "" 20046. Coolant 7 ON Code? "" 20047. Coolant 8 ON Code? "" 20048. Coolant 9 ON Code? "" 20049. Coolant 10 ON Code? ""
20050. Coolant 1 OFF Code? "M09" 20051. Coolant 2 OFF Code? "M84" 20052. Coolant 3 OFF Code? "M89" 20053. Coolant 4 OFF Code? "M33" 20054. Coolant 5 OFF Code? "" 20055. Coolant 6 OFF Code? "" 20056. Coolant 7 OFF Code? "" 20057. Coolant 8 OFF Code? "" 20058. Coolant 9 OFF Code? "" 20059. Coolant 10 OFF Code? "" |
// 20140. Coolant 1 ON Code? "M08" // 20141. Coolant 2 ON Code? "M07" // 20142. Coolant 3 ON Code? "M83" // 20143. Coolant 4 ON Code? "M88" // 20144. Coolant 5 ON Code? "M31" // 20145. Coolant 6 ON Code? "" // 20146. Coolant 7 ON Code? "" // 20147. Coolant 8 ON Code? "" // 20148. Coolant 9 ON Code? "" // 20149. Coolant 10 ON Code? ""
// 20150. Coolant 1 OFF Code? "M09" // 20151. Coolant 2 OFF Code? "M84" // 20152. Coolant 3 OFF Code? "M89" // 20153. Coolant 4 OFF Code? "M33" // 20154. Coolant 5 OFF Code? "" // 20155. Coolant 6 OFF Code? "" // 20156. Coolant 7 OFF Code? "" // 20157. Coolant 8 OFF Code? "" // 20158. Coolant 9 OFF Code? "" // 20159. Coolant 10 OFF Code? "" |
Block 30000. Thru 30999. Mill Turn - Tailstock Device Blocks
These postblock are used to define option controlling many things as it pertains to tailstock devices. See the topic: Mill Turn Zone Post Blocks for more information and complete details.
Job Type:
- Mill Turn
Block 40000. Thru 40999. Mill Turn - Steady Rest Device Blocks
These postblock are used to define option controlling many things as it pertains to steady rest devices. See the topic: Mill Turn Zone Post Blocks for more information and complete details.
Job Type:
- Mill Turn
Block 50000. Thru 50999. Mill Turn - Parts Catcher Device Blocks
These postblock are used to define option controlling many things as it pertains to parts catcher devices. See the topic: Mill Turn Zone Post Blocks for more information and complete details.
Job Type:
- Mill Turn