Tech Tuesday is a weekly blog that addresses some of the most common questions and concerns that I hear throughout the previous week from users of BobCAD-CAM software. Both customers and future customers are more than welcome to leave a comment on what they would like to see covered for the following Tech Tuesday. Enjoy!
This document is a compiled list of information about how different machine tools program for multiple turrets and how they handle the syncing for those turrets in your CAM software. Let’s take a deeper look at what the codes are and how you can implement them into your daily workflow.
Ganesh Machines with Mitsubishi 700 Mill Turn Controller

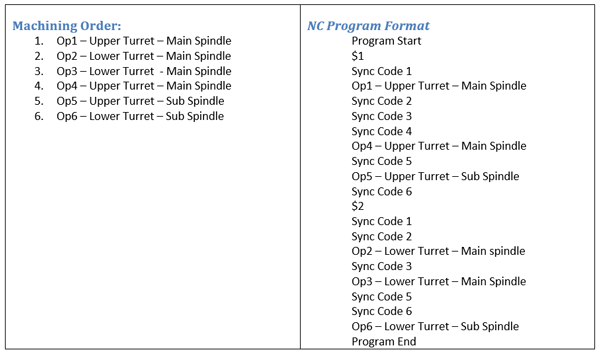
The controller reads 1 NC program file that contains 2 sections ($1 and $2).
$1 = Upper Turret
$2 = Lower Turret
All operations for each turret must output into the correct section of the NC file.
The machining sequence is handled by using sync codes. Both sections will contain sync codes that match one another and indicate how the operations are to be run with each other.
The following pseudo-code program will illustrate this format:
Sync Code Format
The sync code format used is “!L1”. The String prefix is the “!L” and the “1” is the sync code number.
Doosan Machine Tools

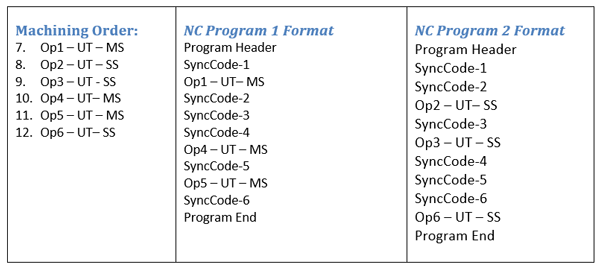
All Doosan machines with multiple turrets are handled by the Dual Path control. This means that each turret has its own NC program that gets loaded into the controller. Each program only addresses a single turret’s operations. Sync codes are used in all the programs to set the sequence in which they should be run.
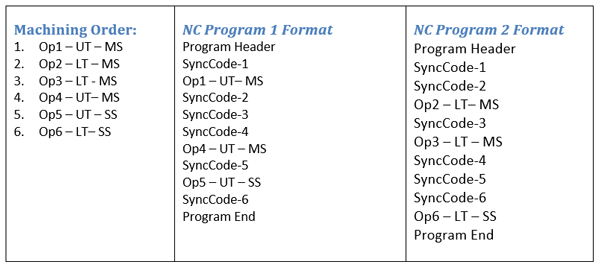
*UT= Upper Turret | LT= Lower Turret | MS= Main Spindle | SS= Sub Spindle
Sync Code Format
The machining sequence is handled by using sync codes. All files will contain sync codes that match one another and indicate how the operation sequence is to be run. The sync codes used are M900 through M999. The increment can be any value. You are not restricted to incrementing by 1.
Mazak Machines

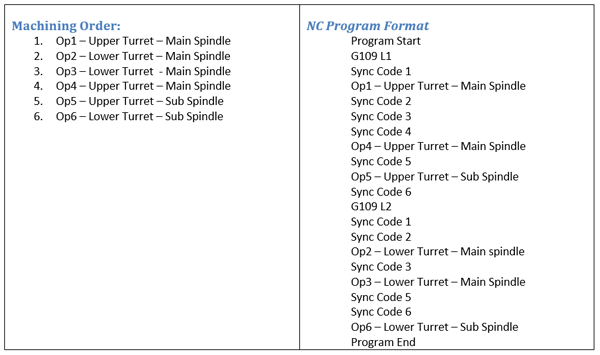
The controller reads 1 NC program file that contains 2 sections (G109 L1 and G109 L2).
G109 L1 = Upper Turret
G109 L2 = Lower Turret
All operations for each turret must output into the correct section of the NC file.
The machining sequence is handled by using sync codes. Both sections will contain sync codes that match one another and indicate how the operations are to be run with each other. The following pseudo-code program will illustrate this format:
Sync Code Format
The sync code format used is “P1”. The String prefix is the “P” and the “1” is the sync code number. The available sync code range is P1 through P999.
They also have M950 through M980 to be used as sync codes. Use the “P” codes.
You are not restricted in the increment of the “P” commands. You can use them in any order or any increment.
Subscribe to BobCAD-CAM's Tech Tuesday Blog
Join your fellow machinists. Get the latest Tech Tuesday CAD-CAM articles sent to your inbox. Enter your email below:
Okuma Mill Turn Machines

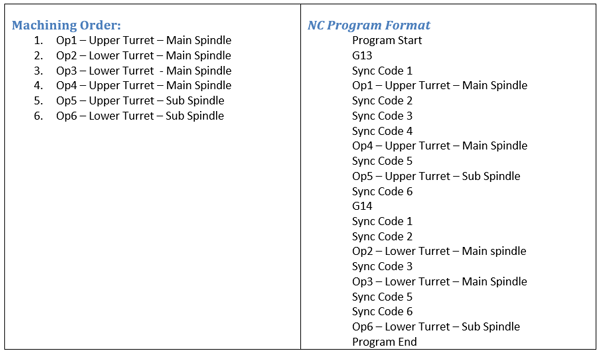
The controller reads 1 NC program file that contains 2 sections (G13 and G14).
G13 = Upper Turret
G14 = Lower Turret
All operations for each turret must output into the correct section of the NC file.
The machining sequence is handled by using sync codes. Both sections will contain sync codes that match one another and indicate how the operations are to be run with each other.
The following pseudo-code program will illustrate this format:
Sync Code Format
The sync code format used is “P1”. The String prefix is the “P” and the “1” is the sync code number. The available sync code range is P1 through P999.
Samsung SL-25 ASY

The Samsung machines with multiple spindles are handled by the Dual Path control. This means that each lathe spindle has its own NC program that gets loaded into the controller. Each program only addresses a single lathe spindles operations. Sync codes are used in all the programs to set the sequence in which they should be run.
*UT= Upper Turret | LT= Lower Turret | MS= Main Spindle | SS= Sub Spindle
Sync Code Format
The machining sequence is handled by using sync codes. All files will contain sync codes that match one another and indicate how the operation sequence is to be run. The sync codes used are M220 through M250. That’s all I have for you this Tech Tuesday; thanks for reading, see you next week!

You’re one click away from subscribing to BobCAD’s YouTube channel. Click the link below for tips, how-tos and much more!
To see if BobCAD’s Mill Turn software is right for your shop,
Summary
Article Name
Tech Tuesday: Mill Turn Sync Programming Information for CAD-CAM
Description
This document is a compiled list of information about how different machine tools program for multiple turrets and how they handle the syncing for those turrets.
Author
Alex Cole
BobCAD-CAM Software