Do you know how to use pilot hole with adaptive pocketing? Using BobCAD’s CAD-CAM software, this feature gives you the control to define where the tool will enter your pocket. This way you can drill out a feeder hole/pilot hole for your pocket. Eliminate tool ramp time by having your tool start in the pilot hole you drilled. Let’s take a look at how this overlooked feature is used.
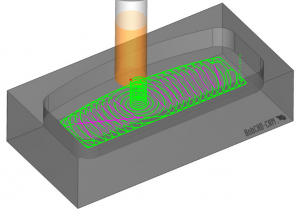
In this example, we have an adaptive pocket with a spiral lead-in. We want to reduce the cycle time on this part and eliminating the ramp lead-in is a great way to accomplish this.
Instead of using a ramp lead-in, we want to drill a pilot hole. Then we want the pocket cycle to start in the pilot hole.
Subscribe to BobCAD-CAM's CNC Software Blog
Join your fellow manufacturers! Get BobCAD-CAM’s latest CAD-CAM articles straight to your inbox. Enter your email below:
Step one, creating a drill feature for your pilot hole.
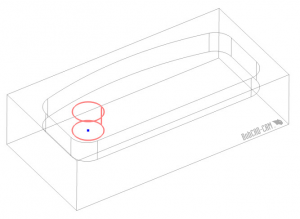
Step two, create a point at the Z depth you will be drilling the pilot hole to.
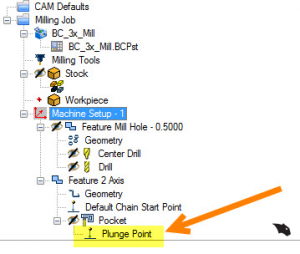
Step three, select that point at the pocket plunge point and recompute.
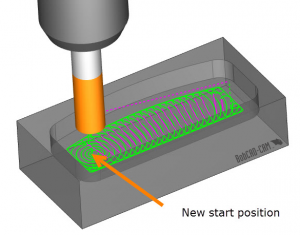
Using this workflow, you can pick you plunge point for your adaptive pocket and control where the tool leads into the part.
To learn more about using pilot holes with adaptive pocketing, download a demo of our latest software and schedule a one-on-one screen share with us. Our software experts will walk you through the process and help you evaluate if using pilot holes and adaptive pocketing for your part manufacturing is the best choice.
You’re one click away from subscribing to BobCAD’s YouTube channel. Click the link below for tips, how-tos and much more!
Summary
Article Name
Utilizing Adaptive Pocketing Start Point Control in Your CAD-CAM System
Description
Did you know how to use pilot hole with adaptive pocketing in your CAM software? This feature gives you the control to define where the tool enters your pocket.
Author
Michael A. Downss
BobCAD-CAM Software