Clearwater, FL – July 29, 2014 – It is no mystery to Eric Pine, Production Manager of KPI Machining in Sheridan Illinois why in order to stay lean, productive and profitable in their CNC machining while turning out quality parts, they must turn to cutting edge CAD/CAM technology to give them an edge. “KPI Machining, Inc. is more than just another machine shop. We take pride in our work. Utilizing a planned, organized approach to every job, we assure high quality, reduced lead-times and offer reasonable costs”, comments the company.
KPI Machining is a job shop that produces CNC milled and CNC turned components with an emphasis on producing low quantity orders (1-500 parts). KPI offers a variety of services and capabilities in precision machining and much of their focus is on general milling and 3D machining towards their Haas VF3.
Production milling ends up in their 4 axis Mori Seiki M300 pallet changing mill, and they twist lots of torque into small volumes with their Mori Seiki SL3 turning center.
Coupled with quick turnaround times, these methods give KPI a unique edge in the manufacturing marketplace. When they turned to technology to help them succeed they discovered BobCAD-CAM for CNC programming software. KPI now uses the BobCAD-CAM Mill Pro and Lathe CAD/CAM to design and produce fixtures, parts and their tooling.
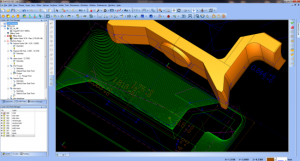
 “We rely on BobCAD-CAM for accurate 3D milling from solid models and programming of complex geometry for our CNC lathe. Obtaining a cycle time from a machining simulation allows us to more accurately quote parts,” they report. “We also use BobCAD-CAM to produce technical drawings for customer verification and procurement of outsourced services”, said Eric.
“We rely on BobCAD-CAM for accurate 3D milling from solid models and programming of complex geometry for our CNC lathe. Obtaining a cycle time from a machining simulation allows us to more accurately quote parts,” they report. “We also use BobCAD-CAM to produce technical drawings for customer verification and procurement of outsourced services”, said Eric.
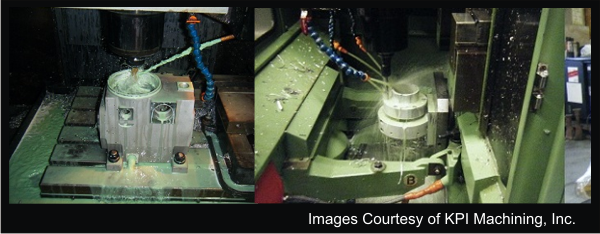
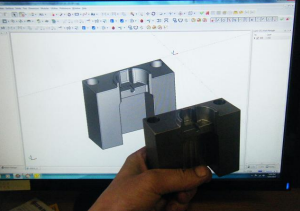
When asked about the BobCAD-CAM machining functionality, they had some reinforcing feedback that supports their decision to use BobCAD for their CNC machining. “We have successfully used the High Speed Adaptive roughing path for a recent job, and loved it.” They machined the part on their 1997 Haas VF3 that did NOT have the High Speed machining option. Therefore, the CAM software gave them all of the high speed elements they needed without having to spend more. They machined the part out of a 1.5 x 3 x 6 block of 1018. Cutting tools included a 1/2-inch XPVS500-030 carbide end mill from Supermill. The part was machined at 2250 RPM, 56 IPM on the initial test run with an 8% climb step-over, 8% conventional step-over and 1 inch engagement.
 The Initial run came in at 3.3 lbs removed in 6.8 minutes and the same roughing tool was used to machine over 55 parts! “By that time the tool was in need of re-sharpening, but still very much intact”, mentions Eric. Tool wear is likely due to the lack of machine rigidity. The same tool is being used for roughing the next operation. Eric commented that they preferred to use the 1/2-Inch cutting tool because this component required that size or less for finishing as well as that the tool cost $65 and it can be re-sharpened by the manufacturer, then the BobCAD toolpath can quickly be re-programmed to use the re-sharpened cutter. Thus saving them money. They prefer not to implement a variety of different type roughing tools on such a low quantity run as this equates to less money in the job, less setup/programming and operator intervention.
The Initial run came in at 3.3 lbs removed in 6.8 minutes and the same roughing tool was used to machine over 55 parts! “By that time the tool was in need of re-sharpening, but still very much intact”, mentions Eric. Tool wear is likely due to the lack of machine rigidity. The same tool is being used for roughing the next operation. Eric commented that they preferred to use the 1/2-Inch cutting tool because this component required that size or less for finishing as well as that the tool cost $65 and it can be re-sharpened by the manufacturer, then the BobCAD toolpath can quickly be re-programmed to use the re-sharpened cutter. Thus saving them money. They prefer not to implement a variety of different type roughing tools on such a low quantity run as this equates to less money in the job, less setup/programming and operator intervention.
 “The Adaptive Roughing function is surprisingly easy to program and takes no longer than a drilling operation to setup”, says Eric. “No chirping in corners equals maximum tool life for carbide, and no unforeseen gouges in the part from tool deflection in corners” he adds.
“The Adaptive Roughing function is surprisingly easy to program and takes no longer than a drilling operation to setup”, says Eric. “No chirping in corners equals maximum tool life for carbide, and no unforeseen gouges in the part from tool deflection in corners” he adds.
Very consistent finishing stock is left all around the part even without an additional profile pass to clean up. Negligible spindle load or axis load is easy on the machinery and this is inevitably easy on the companies maintenance costs. “Considering our machine tool has 1 meg of memory, HS toolpaths are a no-brainer for us. The path I described above was less than 90 Kb”, says Eric in reference to the high speed machining strategy and how these operations cut down file sizes, keeping them efficient.
KPI Machining, Inc. can depend on BobCAD-CAM Mill Pro and Lathe software to get parts out the door. “We take full advantage of the software’s ability; 2D drawing, 3D modeling, and providing a variety of toolpath options that give us an edge in the our market”, they report.
The toolpath capability BobCAD-CAM provides allows KPI to manufacture complicated parts, fixtures and tooling easily and efficiently. “Part families and component design changes are essentially a non-issue for us now, due to the software’s structure”, said Eric.
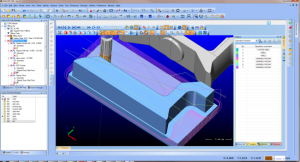
 If something changes on a part, they simply re-draw, re-select and re-compute the toolpath due to the ability to associate the part model to the CAM Tree. Another huge advantage is the ability to name and then save individual machining features for later use. “I might have 6 similar chamfers to produce on different planes of a part, but I only have to save one working chamfer feature, and I can load it back up, re-select the specific geometry and pick my Z level to cut for that new feature. Fast and easy!” Eric added. He continues, “the 3D simulation is extremely valuable in the fact that it shows my actual tool holder geometry, tool protrusion and length of cut of the tool. I can observe problem areas in my program before the code ever gets posted. I consider BobCAD-CAM to be the foundation of our operation!”
If something changes on a part, they simply re-draw, re-select and re-compute the toolpath due to the ability to associate the part model to the CAM Tree. Another huge advantage is the ability to name and then save individual machining features for later use. “I might have 6 similar chamfers to produce on different planes of a part, but I only have to save one working chamfer feature, and I can load it back up, re-select the specific geometry and pick my Z level to cut for that new feature. Fast and easy!” Eric added. He continues, “the 3D simulation is extremely valuable in the fact that it shows my actual tool holder geometry, tool protrusion and length of cut of the tool. I can observe problem areas in my program before the code ever gets posted. I consider BobCAD-CAM to be the foundation of our operation!”
For more information on how you can add the BobCAD-CAM software with high speed adaptive roughing technology to your CNC toolkit, call 877-262-2231.
Download a FREE demo today! Click HERE
Here are other CAD-CAM related links that you may find interesting: