1) When using groups to organize your CAM tree for your Mill Turn jobs, what effect if any does groups have on the machining order?
Groups can be added to the CAM tree of your Mill Turn jobs, to help you better organize your machining features. Quickly blank or unblank the all of the machining features within a group or turn posting on/off a single mouse click. Using groups is a quick and easy way to separate machining features you’ve finalized or to separate out turning and milling cycles .
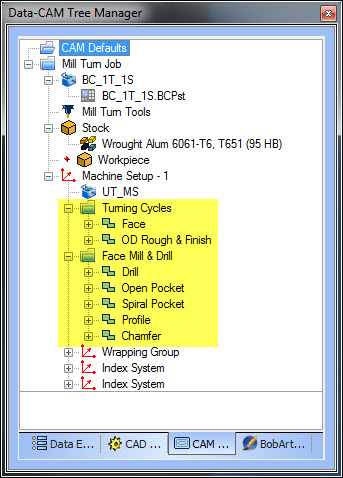
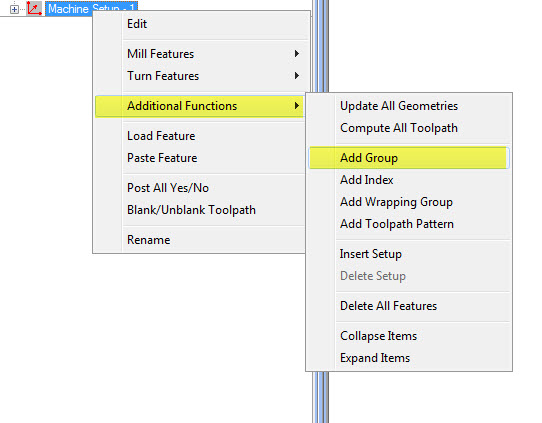
To add a group just right click on your machine setup, then go to additional features, then add group.
No matter which way you use groups, machining order of your toolpath cycles is based on the machining order settings.
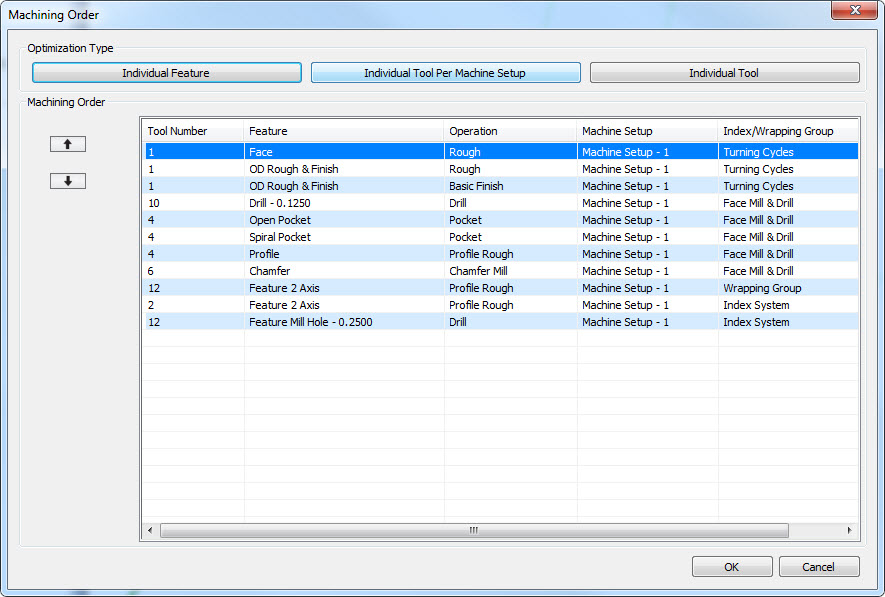
By right clicking on your MillTurn job you’ll see the option for machining order, this is where you can optimize the posting order of operations based on the order features are in the CAM Tree , or tool dominate based on individual tool per machine setup. You can also optimize tool dominate over all work offsets when using the individual tool optimization type.
2) Does BobCAD’s MillTurn software support C axis posting?
When watching the simulation it looked like a Y axis move because the tool was moving around the part vs the part spinning and the tool moving in and out like it would when posting with C axis moves?
Yes BobCAD supports C Axis posting for MillTurn machine,
Here is some sample code to profile the Hex on the face of our webinars sample part.
(Machine Setup – 1-Profile-Profile Rough)
(TOOL-4 DIA- -3/8 FLAT ENDMILL – STANDARD)
N01 G00 G17 G20 G40 G80
N02 G54
N03 G15 (SUB 1 SPINDLE SWAP MODE OFF)
N04 T0404
N05 M154 (ENABLE C AXIS MODE)
N06 G98 P5174 M133
N07 G00 Z1. C-108.242
N08 G00 X2.7643 M08
N09 M15 (WORKPIECE BRAKE OFF)
N10 Z0.2
N11 Z0.1
N12 G01 Z-0.5 F59.5061
N13 X2.806 C-110.667 F119.0122
N14 X2.8525 C-113.017
N15 X2.9036 C-115.288
N16 X2.9592 C-117.477
N17 X2.9042 C-117.961
N18 X2.8466 C-118.328
N19 X2.7874 C-118.566
N20 X2.7272 C-118.662
When is comes to visualizing what is happening with your toolpath you can backplot operations in the CAD screen When using backplot the tool will walk around the part, the part doesn’t spin. At this time there isn’t an option for tool focus when using backplot in the CAD screen.
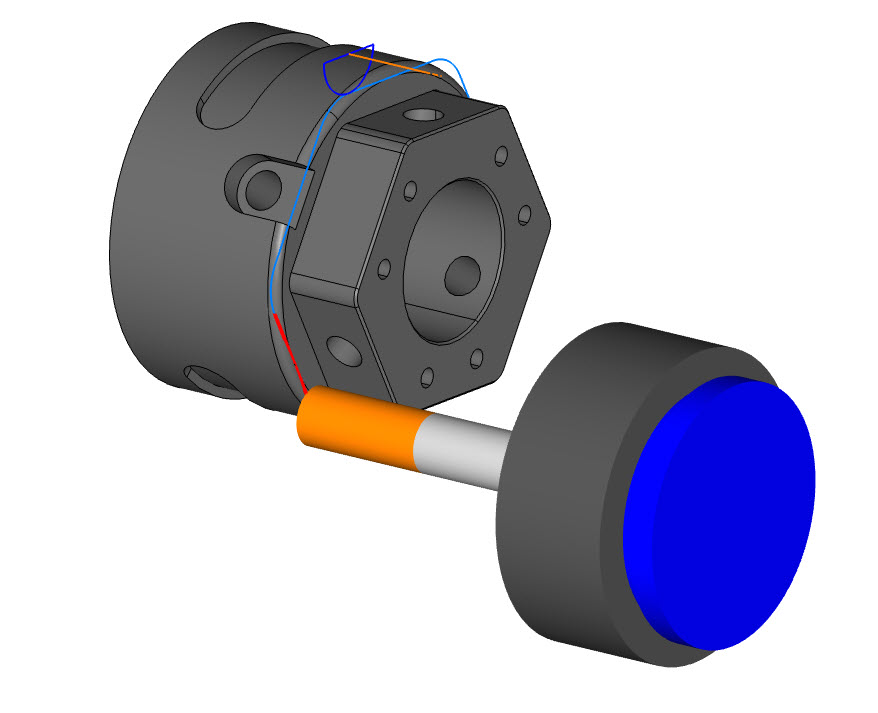
Your other option would be to launch machine simulation when the tool motion matches what would happen out on the machine. So yes you’ll see the part spinning and the tool moving in and out in X.

3) How should the part be aligned with the world coordinate system?
When it comes to Mill Turn jobs the part can be imported or drawn in any orientation. Running the stock wizard allows you to align both the stock and the machine setup origin.
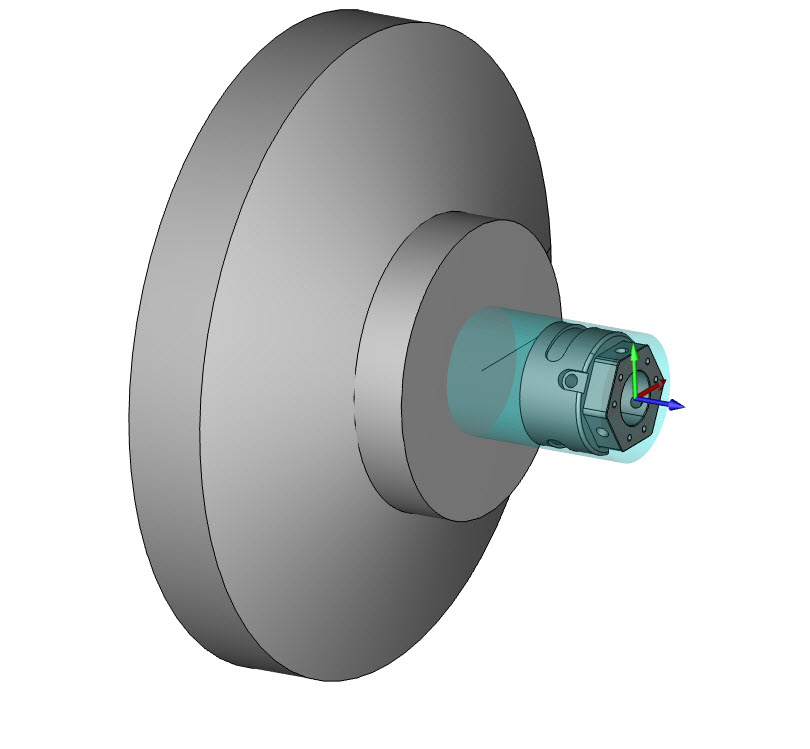
It is important to understand that all turning geometry profiles would need to be in the XZ plane.
For this reason and my standard workflow I align the part with the top view. This way when when I am in a top view I know I am looking down on the part like it would be on the machine. Not a must do, just something I’ve adapted over the years.
4) When you save a tool crib, does it save the tools on the shelf as well?
Yes, when saving the tool crib it will save any tools that are on the shelf.
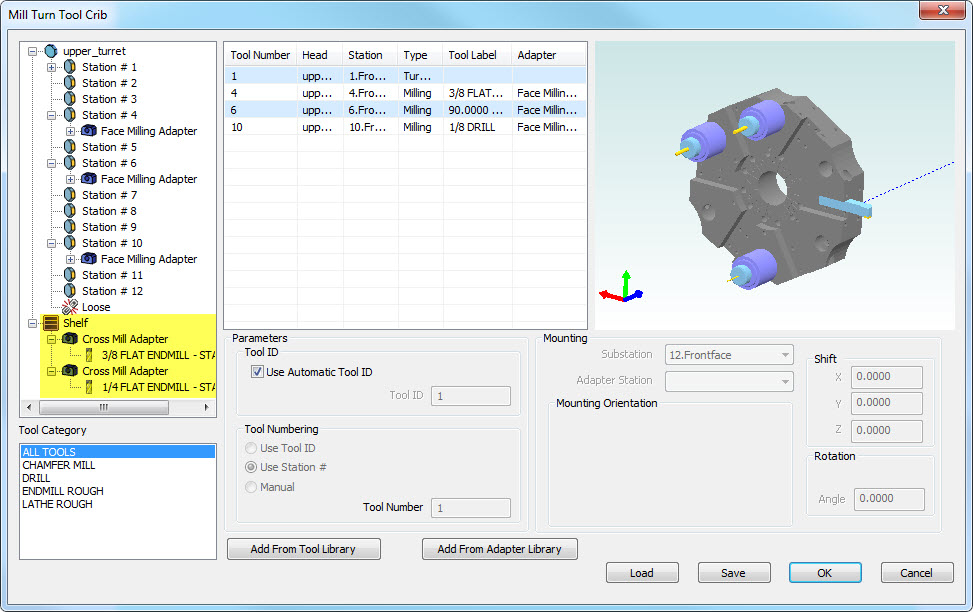
5) What is the shelf used for?
The shelf is used to store unmounted tools and adapters. If you are saving your tool crib, After a few jobs you may find your shelf storing common tools & adaptors that use use used on your turret. You may also use the shelf to re arranging turret.
6) Does simulation support toolpath patterns?
Yes, when using simulation all operations can be simulated in both a material removal or backplot method. You will find that CAD screen backplotting will doesn’t display toolpath patterns, just the original operation.
7) Can I get a recording of this webinar to review later?
Yes. All of our webinars are recorded and uploaded to our website HERE and YouTube channel.

You’re one click away from subscribing to BobCAD’s YouTube channel. Access more webinars like this and much more!


Leave a Reply