Tech Tuesday is a weekly blog that addresses some of the most common questions and concerns that I hear throughout the previous week from users of BobCAD-CAM software. Both customers and future customers are more than welcome to leave a comment on what they would like to see covered for the following Tech Tuesday. Enjoy!
Lathes with live tooling are slowly becoming the most popular machines on the market today, mainly due to their one-and-done machining potential. Job shop manufacturers like yourself are constantly looking for better ways to reduce programming, part handling and cycle times; many of which finding Lathes with live tooling to be the answer.
The kind of work you do in your shop and how much staff you have plays a huge role in whether a Mill Turn machine is right for you or not. Many shops are drawn to Lathes with live tooling for 1 main reason: being able to fully process a part from start to finish on a single machine. Let’s take a look at some of the advantages of running a Mill Turn machine in your shop.
Using a Lathe with live tooling you can program turning cycles like:
Facing
OD Turning
OD Finish
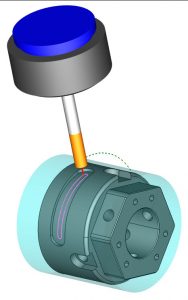
Lathes with Live tooling can Mill on the Face or OD of your parts.
Face Milling
OD Milling
When using a standard 2 Axis Lathe, programming a bolt hole pattern on the face of your part, or milling a hex is just not feasible. This would require you to turn the part geometry on the Lathe, then take that part over to the Mill for completion.
Subscribe to BobCAD-CAM's Tech Tuesday Blog
Join your fellow machinists. Get the latest Tech Tuesday CAD-CAM articles sent to your inbox. Enter your email below:
Depending on your shop, this may be considered a disadvantage because it takes longer, requires more part handling and setup time. Other shops find this workflow of starting on a Lathe and finishing on the Mill to be a common, everyday practice.
Here are some things you have to consider. Based on your current jobs, are operators waiting around for cycle times to finish? Most Likely they are and they can use the time between cycles to move parts from one machine to another. This is a strong argument for using both a Mill and Lathe in the shop to keep your operators busy.
For other shops, having the Milling machine tied up to machine a hex or bolt pattern on a dedicated project really slows down production. Making a stronger argument that a Lathe with live tooling affords more productivity, freeing up the Mills in the shop for other projects.
Regardless if you agree that Mill Turn machines are more productive for you operators or not, having a sub spindle and Y Axis for Milling across the centerline of the part takes Lathes with live tooling to the next level.
Another huge advantage for these types of machines is sub spindles. Many Lathes with live tooling also have sub spindles allowing for part transfers.
Giving access to a second side of the part is the key ingredient for the one-and-done workflow. Also, having a Y Axis motion providing off center cutting is a game changer for the types of jobs these machines are capable of running. Suddenly, your Lathe is acting similar to a Milling machine. Parts that typically were first turned on a Lathe and then finished on a CNC Mill now can be turned and milled in a single machine. For some shops, these machines offer a huge boost in productivity, but it comes at a cost. No, not the cost of the machine, the cost of the challenge of programming a Mill Turn machine over typical Mill or Lathe programming.
Challenges of Programming Lathes with Live Tooling
To get the most out of programming your machine(s), you need to be confident and competent. Which is why many job shop manufacturers are turning to CAM software to meet and dominate the programming challenges associated with Mill Turn machines.
Human error-
A simple g-code program for a Lathe with live tooling can have hundreds of lines of code. If you’re anything like me, a fat thumb here or there and you can really mess up your job, or worse, your machine.
Design Changes-
One moment you’ve got your program set up and dialed in, the next moment you get an email from the client says its all got to change. Having to rework programs completely written by hand is not only time consuming, it reintroduces human error into the equation.
Visual Feedback-
When programming by hand, you have the numbers from the print, a calculator and your mind. As a machinist and CNC programmer, you are a great visual thinker, but consider this: Can you see in your mind all the machine components & movements that are happening, including the clearance needed? If you can, we have a job for you! But if you’re like the rest of us, being able to simulate your job prior to standing in front of the machine & running it is a huge time saver. It also gives you clearer feedback to help with choices you’ll have to make about the programming cycle.
Using straight g-code to single block programming at the control may be productive when setting up an OD rough or finish cycle. But, what happens when you add polar coordinates for face Milling? The math gets harder and takes longer. You’ll also have to mentally consider the tooling adapters, assemblies, work holding and machine components in a way that’s unlike a Milling machine. Let’s face it, the tools, turrent and stock are packed into a smaller envelope on a Lathe with live tooling; smaller than a 40 X 20 Mill. All of the sudden, programming line by line doesn’t look so attractive, does it?
Some machines may offer a form of conversational or partial conversational programming but usually fall short on graphical feedback and programming cycles. As your projects get more complicated, there is very little conversational or conversion cycles can do to speed up programming. You purchased a lathe with live tooling to speed up production, not to stay at the same pace or slower!
Using CAD-CAM software to program Lathes with live tooling is much faster than writing programs by hand; well, it can be with the right software. Programming something as simple as a hex can cause all kinds of issues for those using their Mill Turn without using CAD-CAM software. “I didn’t know these machines ran polar coordinates”, might be the afterthought when stepping up to the control for the first time.
“If you want to reduce programming time, then you’ll need CAM software,” says Alex Cole, Channel Manager for BobCAD-CAM.
Programming a single part by hand may require you to break out your calculator, work through the numbers and run some test parts to get things on track. Depending on the complexity of your part, this process could take anywhere from 30 minutes to 3 hours!
CAM Software Superchargers Your Programming Power-
Stop trying to be superhuman & figuring out all the math manually, struggling to think where everything will be as you change tools and work through the programming cycles. If you had a CAD-CAM system, you could get good visual feedback. You could see your tools holders, adapters, turret, chucks, jaws tailstock and more. All of these can be put through their paces while you watch and get alerts if there are any issues. This programming method is safer, easier and much faster! Thanks again for reading another Tech Tuesday; see you next week!

You’re one click away from subscribing to BobCAD’s YouTube channel. Click the link below for tips, how-tos and much more!
To see if BobCAD’s Mill Turn software is right for your shop,
Summary
Article NameTech Tuesday: Why Shops Choose Lathes with Live Tooling
DescriptionJob shop manufacturers are constantly looking for better ways to reduce programming, part handling and cycle times; many find Lathes with live tooling to be the answer.
Author
Michael A. Downss